



High-Precision Brushless DC Rotary Motors Optimal for Pick-and-Place Robots
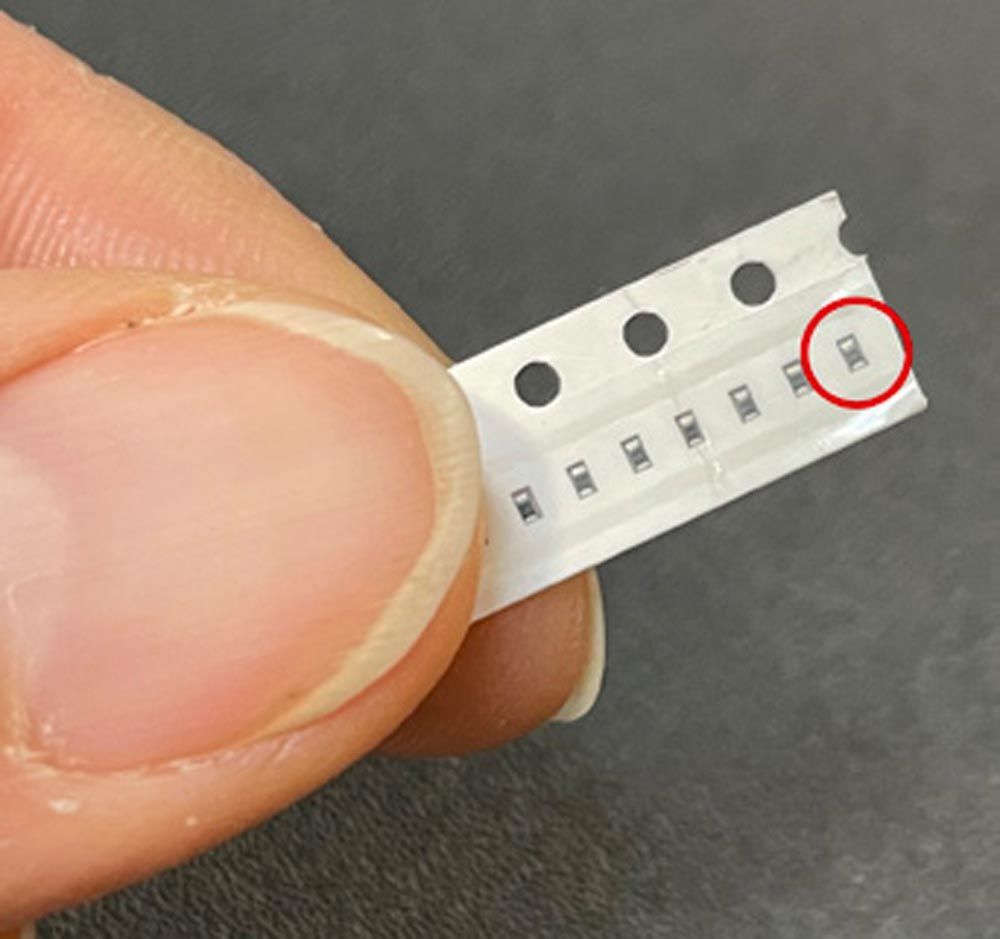
The SMAC LAR31 Linear Rotary Actuator has 17 micron true position tolerance for dowel holes, making it ideal for high-precision circuit board assembly.
In electronic automation precise movement is a basic requirement for successful assembly. Both linear and rotary motion demands a high level of precision needed in circuit board assembly, assembling camera lenses and speakers in smart phones and other electronic assembly applications.
The best linear motion solution uses linear motors. Small, precise brushless motors are most often used for rotation.
There have been several recent technical advances in the design and production of precision linear and rotary pick-and-place robots that meet the ever-tightening requirements of the consumer electronics and back-end electronic assembly industries.
The Requirements
The general trend for assembly is the need for more precision. This is the result of the continually shrinking size of electronics and even mechanical parts. As electronics get smaller, so does the margin for error in assembling them. In rotary motion, the accuracy of placement must increase.
Most electronic assembly today involves the inspection of parts by camera or laser before they are added to the smart phone, computer, or other device. No part is perfect; they all vary because the world really is non-Euclidian! Therefore, the placement position of each part must be slightly and variably adjusted before assembly. This also occurs in camera lens assembly, for example, where part-tolerance variation is large but the stack up tolerance is small.