Why the Motor Base Matters in Belt Drive System Performance
An example of Overly Hautz’s Automatic motor base from their DD-1100 Series.
In a belt drive system, the motor, belts, pulleys, and sheaves all receive engineering attention during design and specification. The motor base typically does not. It is the overlooked component, selected on frame size and bolt pattern, specified late in the process, and treated as a passive structural element, something that holds the motor in place and sets belt tension at installation.
But the base is where belt tension is determined, and belt tension is not a static condition. It changes as belts stretch, as loads vary, and as operating conditions shift over the life of the equipment. How the base manages, or fails to manage, those changes has direct consequences for energy consumption, belt life, bearing loads, and maintenance costs. The static base is and will remain the standard for the vast majority of belt drive installations. But there are application conditions (e.g., heavy shock loading, difficult maintenance access, energy-sensitive operations) where an alternative approach to tension management warrants consideration. The base deserves closer examination than it usually receives.
How Belt Tension Behaves on a Static Base
On a conventional static motor base, the installer sets belt tension at commissioning using a tensioning gauge. Tension is typically set above the calculated optimum to allow for belt stretch that occurs after initial operation. Once set, the motor position is fixed. From that point, tension moves in only one direction: it decreases.
As belts stretch during service, tension drops. The system passes through a window of optimal tension and continues into a range where slippage begins, first intermittently, then progressively. Slippage generates heat at the belt-to-sheave interface, accelerates surface wear, wastes energy, and can reduce the speed of the driven equipment. The correction is a maintenance visit to re-tension the belts. In practice, that visit is usually reactive, scheduled after symptoms appear rather than on a preventive interval.
The result is a repeating cycle. After each tensioning event, belts are tighter than they need to be, increasing bending stress around the pulleys and adding radial load to motor and driven-shaft bearings. As stretch continues, tension falls through the optimal range and into a period of increasing slippage and energy loss until the next re-tensioning.
This cycle compounds under variable loads. A static base provides one tension setting for all operating conditions. When torque demand spikes above what that fixed tension can cleanly transmit, slippage occurs. When load drops well below the belt’s capacity, the tension is higher than necessary, the motor works against friction that serves no productive purpose. The belt absorbs every load transient that the fixed mounting cannot accommodate. The visible result is belt flutter: oscillation of the belt span during operation that indicates energy is being lost between the motor and the driven equipment.
How an Automatic Motor Base Manages Tension Differently
The Overly Hautz Automatic Motor Base replaces the fixed mounting with a spring-loaded carriage. The motor sits on cross members attached to tubes that ride on base rails. A spring, sized for the specific motor horsepower, speed, and mounting orientation, pushes the motor away from the driven pulley. The belt’s tight side pulls the motor toward the driven pulley. The carriage rests wherever those two forces are in balance.
This balance is continuous. When load increases, higher belt tension pulls the motor inward, compressing the spring. When load decreases, the spring pushes the motor outward, preventing excess tension. The carriage position adjusts mechanically in response to changes in load, without electronics, controls, or manual intervention.
The same mechanism handles belt stretch over time. As belts elongate during their service life, the spring expands, and the carriage moves outward to compensate. Tension is maintained without a re-tensioning visit. Because the carriage moves along fixed rails, pulley alignment set during installation is preserved.
During setup, the automatic base offers a practical advantage: it can be tensioned while the motor is running. The installer adjusts the single drive screw until belt slippage is eliminated under actual operating conditions, rather than relying solely on static gauge readings with the motor stopped.
Comparative Test Results
In 2016, Advanced Energy, an independent testing laboratory, conducted comparative energy measurements between the Overly Hautz automatic base and a standard static base. The test used a 15 hp, 4-pole Leeson motor (NEMA 254T frame, 92.4 percent nameplate efficiency) coupled to an eddy current dynamometer through a four-groove V-belt system with a 2:1 speed reduction. Energy input was measured at the motor terminals using a Yokogawa WT-3000 precision power analyzer.
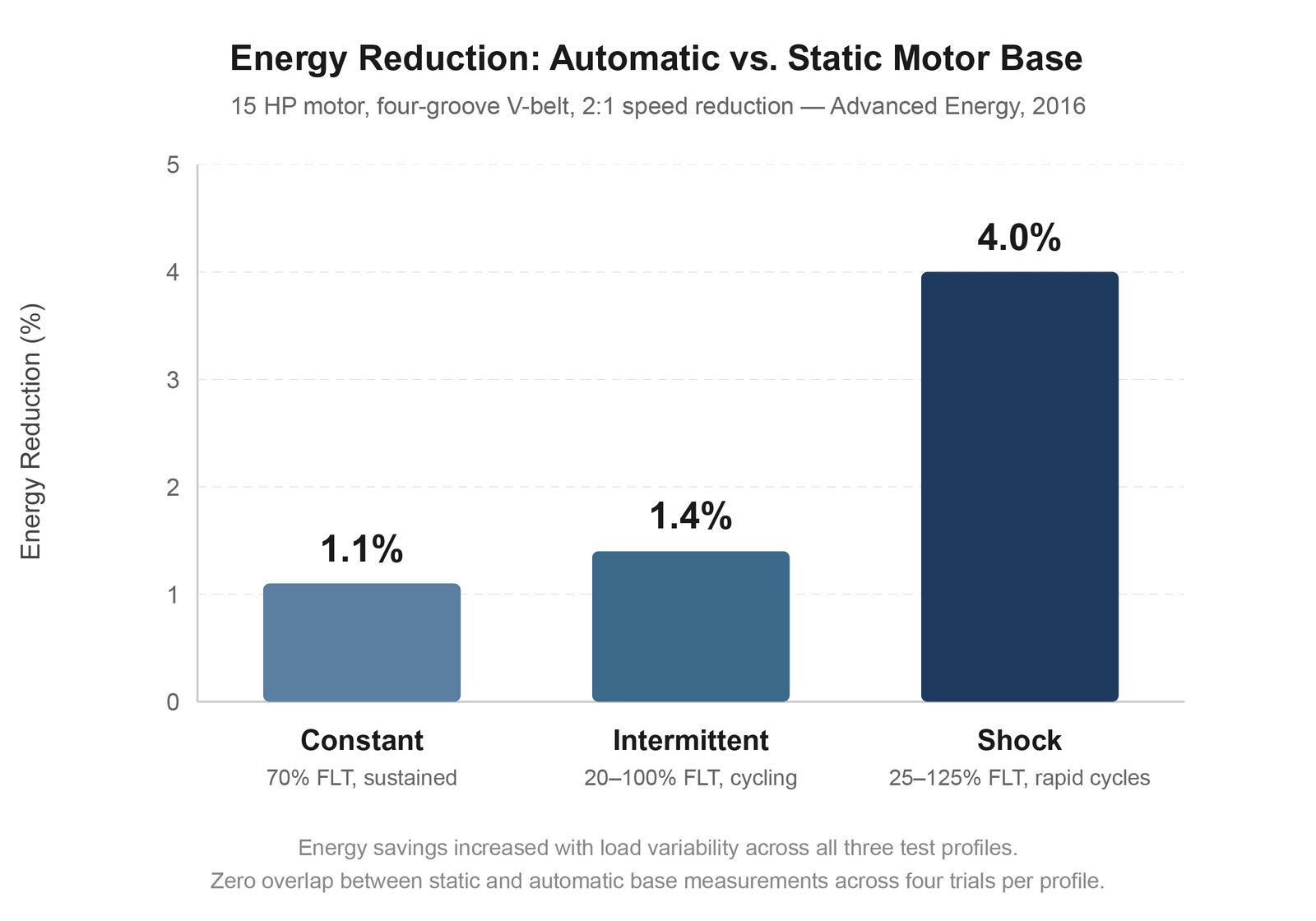
Figure 1—Energy savings increased with load variability in controlled testing using the same motor, belts, and pulleys on both base types.
The same motor, belts, and pulleys were used on both bases. Before each test series, belt tension was set to approximately 13 lbs. at a half inch of deflection at center span, the belts were warmed under full load, and tension was reset to a consistent baseline. Each of three load profiles was run four times on each base.
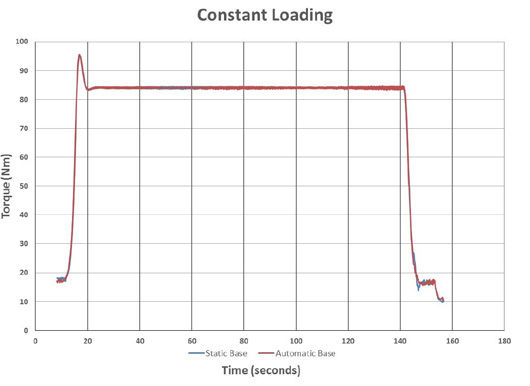
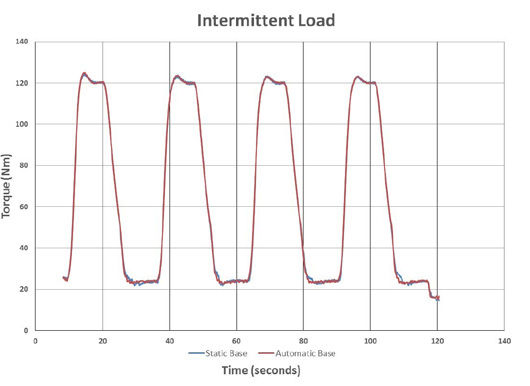
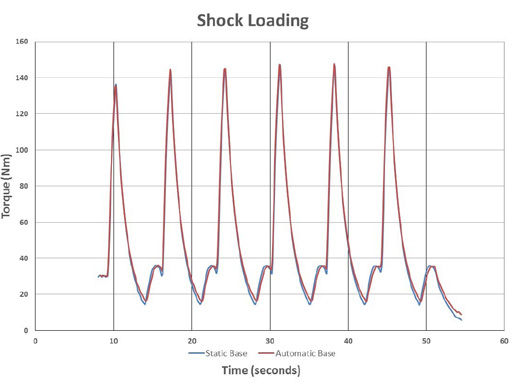
Figure 2—Constant loading (ramped to 70 percent of full load torque, held steady): the automatic base averaged 337.7 Wh versus 341.5 Wh for the static base, a 1.1 percent reduction.Figure 3—Intermittent loading (controlled transitions cycling between 20 percent and 100 percent of full load torque): the automatic base averaged 225.5 Wh versus 228.6 Wh, a 1.4 percent reduction.Figure 4—Shock loading (rapid cycles to approximately 125 percent of full load torque from a 25 percent baseline): the automatic base averaged 69.4 Wh versus 72.3 Wh, a 4.0 percent reduction.
Across all three profiles and all four trials per profile, there was zero overlap between the two data sets; every automatic base measurement was lower than every corresponding static base measurement. The WT-3000’s basic power accuracy of approximately ±0.02 percent of reading places the instrument uncertainty far below the observed differences.
The individual percentages are modest. The pattern across the three profiles is the more significant finding: energy savings increased as load variability increased. Under constant load, where the gap between fixed tension and optimal tension is smallest, the improvement was nominal. Under shock loading, where rapid and severe load swings create the widest mismatch between a single fixed tension setting and actual demand, the improvement was roughly four times larger.
This is consistent with the mechanical principle. On the static base, every load excursion above the fixed tension threshold produces slippage, and every excursion below it produces unnecessary tension. The more frequent and severe those excursions, the more energy is consumed unproductively. The automatic base tracks those changes through the spring mechanism, reducing both conditions.
[advertisement]
This test was conducted on one motor size with one belt configuration. The spring-tension mechanism operates on the same physics regardless of scale, but broader testing across additional horsepower ratings and belt types would strengthen the evidence base.
Belt Life and Maintenance Considerations
It is worth stating plainly: a static base with disciplined maintenance is not an inherently failing system. Many belt drive installations run acceptably for years on static bases when re-tensioning is performed on a preventive schedule, when trained personnel are available to do the work correctly, and when the application doesn’t impose severe load variability. The static base has served industry for decades and continues to function in most installations.
The difficulty is the gap between what a static base requires and what it typically receives. Re-tensioning demands a maintenance visit, and maintenance visits are scheduled against competing priorities with limited personnel. In practice, re-tensioning is more often reactive than preventive, performed after symptoms appear rather than before damage accumulates. The problem is not the static base itself. It is the assumption that belt tension, once set, can be left unmanaged until something goes wrong.
Where that gap exists, the over-tension/under-tension cycle takes its toll: elevated bending stress when newly tensioned, heat and surface degradation from slippage as tension decays, and repeated stress cycling each time the belts are reset. By maintaining tension within a narrower operating range, the automatic base reduces the peak stresses that drive these failure modes.
Formal comparative belt life testing has not been conducted. Field experience across a range of industrial and commercial applications indicates extended belt and bearing life, supported by the purchasing behavior of repeat customers, including one data-center-cooling OEM that has purchased more than 10,000 automatic bases for equipment where reliability and reduced in-field maintenance are primary selection criteria. That volume from a sophisticated buyer is suggestive, though it reflects a total-cost-of-ownership evaluation rather than isolated belt-life data.
The maintenance labor reduction is more directly quantifiable. The automatic base eliminates routine re-tensioning visits over the belt’s service life. For equipment in accessible locations, this saves periodic labor. For installations where re-tensioning requires scaffolding, rooftop access, confined space entry, or significant travel, cooling towers, elevated conveyors, rooftop HVAC units, each eliminated visit avoids meaningful cost in labor, access, and potential production disruption.
When to Evaluate an Automatic Motor Base
An automatic base warrants engineering evaluation when one or more of the following conditions are present:
Variable or shock loading: Crushers, vibrating screens, foundry shake-outs, reciprocating compressors, batch conveyors, or any application where load changes significantly during operation.
Difficult maintenance access:Cooling towers, rooftop units, elevated conveyors, or installations where re-tensioning requires scaffolding, confined space entry, or significant travel.
High uptime requirements: Data centers, hospitals, continuous process lines, water treatment, or any operation where unplanned downtime is costly relative to component costs.
Limited maintenance staff:Facilities with many belt-driven systems where maintaining a re-tensioning schedule across the full installed base is impractical with available personnel.
History of belt problems:Installations experiencing repeated belt failures, premature bearing replacement, or frequent tension-related maintenance calls.
Applications and Practical Guidance
The applications where the automatic base shows the clearest advantages fall into two categories that reflect the two sides of the value proposition.
In heavy shock-load environments (i.e., rock crushers, vibrating screens and feeders, foundry shake-outs), the energy savings are largest and the belt protection most significant. These are the applications where the mismatch between fixed tension and actual load demand is greatest, and where belt stress from unabsorbed transients most directly shortens component life.
In critical or remote installations (i.e., data center cooling, hospital HVAC, cooling towers, large campus facilities), the energy savings in these typically steadier-load applications are more modest, but the reduction in maintenance access requirements is the primary driver. Equipment that runs continuously in locations where service visits are expensive, disruptive, or hazardous benefits most from a tension system that does not require periodic adjustment.
It is also worth noting that even under constant-load conditions, the Advanced Energy testing showed measurable energy reduction—and across a facility with many belt-driven systems, the aggregate savings may warrant evaluation independent of shock-load or access considerations.
The automatic base is designed for and proven with V-belt drives. Synchronous belts, which transmit power through tooth engagement rather than friction, operate on a different principle and are not applicable.
For engineers evaluating whether an automatic base warrants consideration in a given application, the relevant factors are the degree of load variability during operation, the difficulty and cost of maintenance access, the consequences of unplanned downtime, and whether the installation has a history of tension-related belt or bearing problems. In applications where any of these factors are significant, the base selection becomes a system-level decision rather than a commodity choice.
Acknowledgments
Test data referenced in this article are from “Overly Hautz Motor Base Comparison Tests,” conducted by Advanced Energy, March 2016. The full report is available from Overly Hautz (https://overlyhautz.com/pdf/testreport.pdf). Special thanks to Tara Copanas, executive vice president, and Trevor Ahlert, COO, of Overly Hautz, for additional clarifications.
[advertisement]
×
Like What You see?
Power Transmission Engineering is THE magazine of mechanical components. PTE is written for engineers and maintenance pros who specify, purchase and use gears, gear drives, bearings, motors, couplings, clutches, lubrication, seals and all other types of mechanical power transmission and motion control components.
*Unsubscribe any time. Full details in our privacy policy






 Power Transmission Engineering is THE magazine of mechanical components. PTE is written for engineers and maintenance pros who specify, purchase and use gears, gear drives, bearings, motors, couplings, clutches, lubrication, seals and all other types of mechanical power transmission and motion control components.
Power Transmission Engineering is THE magazine of mechanical components. PTE is written for engineers and maintenance pros who specify, purchase and use gears, gear drives, bearings, motors, couplings, clutches, lubrication, seals and all other types of mechanical power transmission and motion control components.