V-belts with a narrow profile (3V, 5V, 8V) have more steeply angled sidewalls than classical V-belts (Figure 4), providing increased wedging action and higher load capacity (up to 3x that of comparable classical V-belts)..
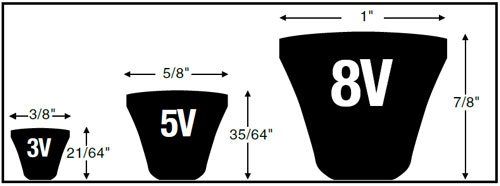
Figure 4 — Narrow V-belt Profiles
Metric V-belts have profiles that adhere to international standards set by organizations such as ISO (International Organization for Standardization) and DIN (the German Institute for Standardization) (Figure 5). They are used to replace belts on industrial machinery manufactured in other parts of the world.
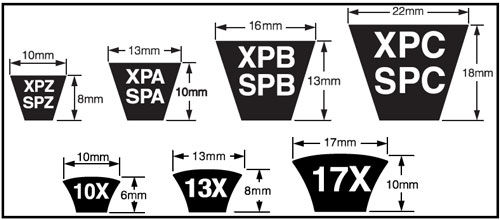
Figure 5 — Metric V-belt Profiles
The fractional horsepower V-belt profile is designed for light-duty applications such as lawnmowers, snow blowers, attic or furnace fans, etc. These belts have a thinner cross-section and lighter gauge tensile cord (Figure 6), making them more flexible and able to bend around small sheaves.
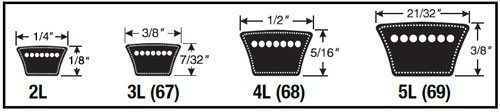
Figure 6 — Fractional Horsepower V-belt Profiles
Notched or Cogged V-Belts
All of the V-belt types noted above are typically available from manufacturers in “notched” or “cogged” versions. Notches reduce bending stress, allowing the belt to wrap more easily around small diameter pulleys and allowing better heat dissipation. Excessive heat is a major contributor to premature belt failure.
Engineering a notched belt is a balancing act between flexibility, tensile cord support, and stress distribution. Precisely shaped and spaced notches help to evenly distribute stress forces as the belt bends, thereby helping to prevent undercord cracking and extending belt life (Figure 7).
Figure 7 — Bending stress (red area) is evenly distributed in a well-engineered notched V-belt, while the tensile cord (between red and yellow bands) remains well supported, all without sacrificing flexibility.
Joined V-Belts
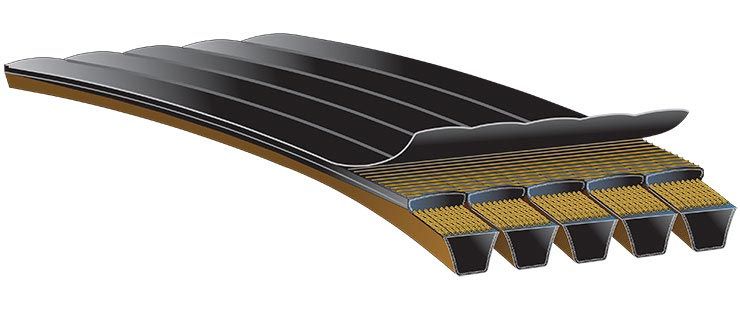
For applications with vibrating or pulsating loads, especially with long center distances, joined V-belts may be the answer. A joined V-belt is, in essence, a number of single V-belts joined together with a continuous tie-band across the back (see Figure 8).

Figure 8 — Joined V-belt
A joined V-belt increases lateral rigidity to reduce belt whip and maintain stability under shock loads. It also simplifies installation and tensioning compared with multiple single belts.
V-Belt Construction and Material
Figure 9 describes the constructional components of standard and notched V-belts. Each component has a vital role to play in how well V-belts perform and how long they last. Different materials and configurations can influence belt performance characteristics in specific applications.
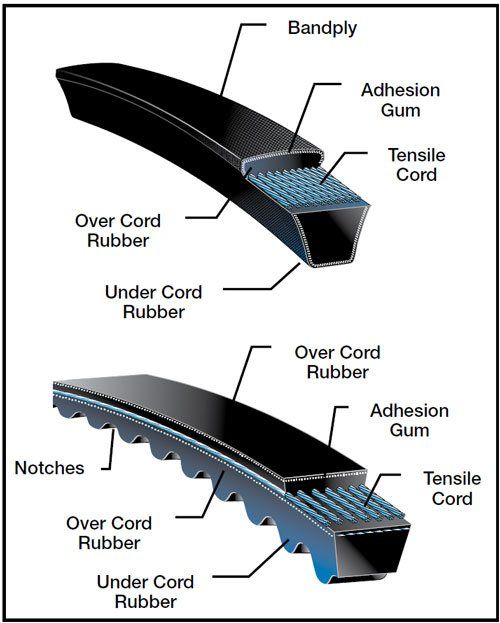
Figure 9 — Anatomy of a V-belt.
The tensile cord is the load-carrying component of a V-belt. Most V-belts are made with polyester cords, although some belts are constructed with aramid or Kevlar? cords, which offer higher tensile strength, limit stretch, and can handle heavier shock loads. In a well-engineered V-belt, the tensile cords and rubber body of the belt are chemically bonded to form one unit, allowing for equal load distribution and longer belt life.
Tensile cords are supported by rubber stocks, both above (over cord) and beneath (under cord). Various synthetic rubber stocks are used by different manufacturers to provide heat resistance and reduce wear. Some high-performance synthetic rubber compounds, such as ethylene, significantly extend a belt's operating temperature range and resist hardening, cracking, and premature failure.
A well-engineered V-belt will have transverse rigidity, which means a high level of rigidity across its width so that the tensile cords will transfer the load equally. At the same time, the belt must be highly flexible along its length to reduce heat and bending stresses, which in a superior belt is accomplished by parallel alignment of fibers in the rubber compound.
Adhesion gum is the element that forms a strong chemical bond between the tensile cord and the rubber stock. It bonds the belt together so that it acts as a single unit. The gum also absorbs cord stresses and avoids cord pullout.
To protect the core of the belt from destructive environmental forces such as oil, grime and heat, as well as from general wear and tear, some V-belts have a fabric cover, or band ply. In a well-engineered belt, this flexible fabric is treated to form a chemical bond with the belt core materials, allowing it to withstand the stress of constant bending over time and prolonging cover life.
As described earlier, the notches in a notched V-belt are designed to increase belt flexibility and reduce bending stresses, especially on small sheaves.
Don't Forget Sheaves
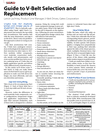
Sheaves are essential V-belt drive components. As noted earlier, how well a V-belt fits into the sheave determines how much power the belt drive can transmit and how efficiently it operates. Proper fit is a function of both the belt and the metal sheave. A well-engineered belt and a well-machined, matching sheave provide the optimal combination.
Many users replace V-belts repeatedly without bothering to check the sheaves for wear. A worn, broken or damaged sheave decreases belt life. Sheave damage could result from incorrect installation, such as over-tightening the bushing bolts or prying the belt onto the sheave. Another cause of sheave damage is debris falling into the drive, which can be prevented by installing a drive guard.
Signs of sheave wear include groove sidewall cupping and/or a polished groove sidewall with ridges. Use a sheave gauge (Figure 10) to detect excessive sheave groove wear, and replace sheaves immediately when worn.
Upgrade V-Belts and Drives for Higher Performance and Savings
Advances in V-belt technology present users the opportunity to upgrade older drives and gain improvements in performance while saving time and money. For example, industry standard V-belts subject to extreme operating conditions, such as stifling heat inside a belt guard, can fail prematurely from heat cracks, stretching or excessive wear. Frequently retensioning and replacing the belts leads to downtime, inefficiency and loss of productivity.
With today's new technologies, however, you can upgrade to notched V-belts made from an ethylene rubber material that can withstand temperature extremes from -70°F (-57°C) to +250°F (+121°C), an 88% improvement over the temperature range for industry standard V-belts. These newer belts resist hardening to avoid cracking, offer improved flexibility, and run smoother in the sheaves to reduce vibration and extend the life of other drive components, such as shafts and bearings.
As another example, replacing an older, classical V-belt drive with a newer, narrow profile notched V-belt made with an ethylene elastomer and aramid fiber tensile cords can yield up to 3x greater load carrying capacity while reducing the weight and size of the drive, relieving stress on shafts, bearings and other components.
When it comes to V-belt drives with multi-groove sheaves, consider your options. If the sheaves are not worn, you can use fewer, higher-performance belts (leaving open grooves), or fill all the grooves with higher-performance belts to increase drive load capacity and extend belt life. If the sheaves are worn and need replacement, you can upgrade to a more compact (but equally powerful) drive to save weight and space, or keep the same drive configuration while increasing drive capacity.
Conclusion
From giant rock crushers to tiny sewing machines, V-belts have found their way into countless industrial applications. Today's V-belts are marvels of modern technology, reflecting the latest advances in mechanical and chemical engineering. The key thing to remember about V-belts, whether on a new drive or a replacement, is "know thy application." The right belt for the job, along with proper installation and maintenance, will provide you trouble-free service for the designed life of the drive.
For more information
Gates Corporation
Phone: (303) 744-5800
PTPAsupport@gates.com
www.Gates.com/vbelts



 Power Transmission Engineering is THE magazine of mechanical components. PTE is written for engineers and maintenance pros who specify, purchase and use gears, gear drives, bearings, motors, couplings, clutches, lubrication, seals and all other types of mechanical power transmission and motion control components.
Power Transmission Engineering is THE magazine of mechanical components. PTE is written for engineers and maintenance pros who specify, purchase and use gears, gear drives, bearings, motors, couplings, clutches, lubrication, seals and all other types of mechanical power transmission and motion control components.