Once collected, visual data is uploaded to the cloud via the ConveyorInspect portal, and the data is processed and analyzed by an Artificial Intelligence (AI) based data pipeline. The data analysis and reports can be reviewed via the ConveyorInspect app available on desktop and mobile platforms.
Conti ConveyorInspect has been engineered and built for the demanding conditions found in mining and extraction. The drone can operate in temperatures of -4°F to 113°F while inspecting conveyors at an average speed of three feet per second. With up to 40 minutes of continuous flight and a charging time of only 40 minutes, ConveyorInspect can operate over a maximum range of three miles (5 km) and at a maximum altitude of 400 ft. (130 m). The drone is equipped with a 4K Daylight Camera and 640x512 thermal camera with a frame rate of 30FPS.
“Manual belt inspections are time consuming, costly and lack accuracy. Conti ConveyorInspect provides an ‘eye in the sky’ that scans the entire belt system. It saves time making predictive maintenance easier than ever,” said Rob Schulz, Continental Marketing Communications Americas.
continental.com
SKF Extends Microlog Analzer Family
SKF has extended its Microlog Analyzer family of data collection devices with a new model that offers faster measurement collection and greater diagnostic power.
“The new SKF Microlog Analyzer dBX that is part of our broad portfolio of condition monitoring solutions, built on state of art technologies, is a powerful tool for standalone troubleshooting as well as being part of a comprehensive predictive maintenance program” says Janne Westerlund, director services and technologies EMEA at SKF. “SKF Microlog Analyzer dBX together with our analytic software is providing best in class information and insights of customers’ rotating asset health.”
This unique portable solution coupled with analytic software significantly improves the way to schedule maintenance of rotating machines establishing the right and fast diagnostic thanks to its embedded features.

When used as part of a condition monitoring solution, the SKF Microlog Analyzer dBX can detect issues with rotating machinery quickly and accurately.
“Our new SKF Microlog Analyzer dBX takes measurement with our MPA-in-a-flash method, which makes the device extremely powerful,” says Christophe Andre, project manager at SKF. “Multi-Point Acquisition (MPA) is our fastest vibration analysis method. It is typically three times faster than the previous Microlog series, saving you time taking measurements and helps to collect data more efficiently.”
The device allows the user to carry out a range of tasks including impact tests, digital recording, modal analysis, multi-plane balancing and cross channel phase. It can be applied in any type of industries including pulp & paper, food & beverage, renewable energy, mining, off-highway, metals, automation and marine.
The SKF Microlog Analyzer dBX is backwards compatible with SKF’s proven existing Microlog CMXA Series and adds new technology including a high-resolution, 10.1-inch screen that can display up to six measurement windows at the same time, and an embedded camera. Furthermore, it features a hybrid touch and keypad control as well as a simplified navigation, making it more comfortable and easier to use.
skf.com
ONYX Insight Partners with Nearthlab on Drone Technology for Wind Systems
ONYX Insight and Nearthlab recently announced a formal partnership that delivers whole turbine predictive maintenance in one cohesive solution.
The industry is currently seeking to make operations more efficient, amidst the backdrop of a labor, resource, and inflation-challenged environment. Together ONYX and Nearthlab will bring capabilities for large operators that address these challenges.

As part of this partnership, ONYX will utilize Nearthlab’s experience with mobile drone technology, reducing reliance on the availability of trained drone pilots and enabling self-performing operators to perform visual inspections of their turbines’ blades for substantially lower costs.
“After 2 years of collaboration with Nearthlab across large fleet of assets, we’ve identified strong benefits to turbine health management by combining our technologies into one unified offer. For major components in a fleet, the damage cases can be managed efficiently, end-to-end, from detection through to repair and QAQC,” said Ashley Crowther, chief commercial officer, ONYX Insight.
Additionally, they recently expanded the partnership beyond North America to Europe and APAC.
“The rapid evolution of our partnership is a result of growing market demand for an end-to-end maintenance solution,” said Jay Choi, co-founder and CEO, Nearthlab. “Our integrated suite of solutions offers a unique ecosystem for maintaining turbines from blades to the drivetrain, empowering operators to streamline O&M workflows with fewer resources.”
The partnership brings together Nearthlab’s prowess in mobile drone technology and ONYX Insight’s depth of experience in turbine reliability engineering, drivetrain integration, blade health monitoring, and enterprise management systems.
“We’ve only scratched the surface as to how a holistic approach to turbine maintenance can reshape wind O&M,” added Crowther. “Together with Nearthlab, we’re working to put comprehensive maintenance capabilities in the hands of wind farms across the globe, and our continued expansion will serve as a big step forward in that very direction.”
onyxinsight.com
Flender Offers a Smart Drivetrain
The digital enabler of all measurements and optimizations is Flender’s new gearbox intelligence AIQ. Its sensor technology and analysis functions continuously measure the torque and detect whether the gearbox and the plant are driven in overload or underload: the key to optimization and automation of the production processes and, moreover, to perfect design and dimensioning of the gearboxes for future plants. Thanks to AIQ, the gearbox becomes the central player in a constantly optimizing process that reduces CAPEX and OPEX and makes industrial production sustainable - thanks to raw material savings and more energy-efficient manufacturing processes.
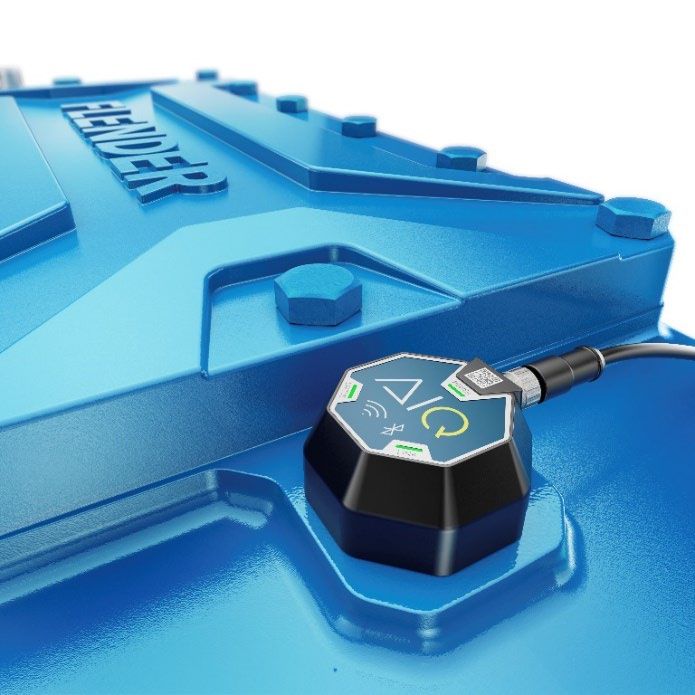
The special feature of AIQ is the intelligence in the sensor. It not only records operating states, but also processes them directly, interprets them, and provides operators with recommendations for action - on site at the sensor, via app, or permanently in the customer’s own system. This offers operators many opportunities to increase the profitability of their plants. The detailed condition monitoring of the individual components detects deviations from the optimum at an early stage and enables the prediction of possible failures. Operators are thus able not only to control the drive and processes, but to optimize them. Precisely scheduled maintenance and reduced downtimes are the result.
“Our goal is to make the world more sustainable together with our customers and partners. This is what our products stand for. With Flender One, our customers receive a completely new type of gear unit solution, precisely tailored to their application, exact to their requirements and preventing waste while utilizing the smallest drive concept possible. If industrial gearboxes were cell phones, this drive would be the latest smartphone,” says Andreas Evertz, CEO of the Flender Group.
flender.com
Force Technology, Hexagon and RoboDK Collaborate on Gear Repair
Force Technology recently partnered with Hexagon Manufacturing Intelligence and RoboDK on making gear repair a more sustainable process for manufacturers.
The purpose of the project was to improve laser welding procedures and determine if sustainable gear repair was possible using robot toolpath programming, digital twin, simulation, and post-processing. Improving this practical application with robot simulation reveals a sustainable gear repair process that can guarantee high-quality results.
Repairing the gear using industrial robots and robot simulation will help industries reduce waste, energy consumption, and the cost of replacing components. This application is designed for the MRO process and focuses on safely restoring repaired gears to service.
Using industry knowledge from Randers Gears and Villiam Petersen Tandhjulsfabriken Horsens, the project proceeded using Force’s experience in laser welding.

The project used Direct Energy Deposition (DED) Technology, a process that follows a toolpath created directly from a CAD geometry and builds up parts in successive layers. In this case, the DED toolpath has been programmed using ESPRIT additive toolpath programming features, a CAM software from Hexagon Manufacturing Intelligence.
RoboDK’s digital twin and post-processing features were used to generate the robot program. The RoboDK extension in ESPRIT simplified communication between systems and made it easier for end-users.
Force Technology used a 6-axis Kuka robot arm mounted on a rail (linear axis), a tilting table for rotary operation, and a spindle to produce the part.
Additionally, a GTV cladding head (powder and laser) enabled additive functions resulting in an overall cycle time of 5 minutes when reloading Steel 4140 parts.
“The project was a big step stone towards making gear repair more standard and achieving the required guarantee of quality and confidence to put repaired gears back into service from the gear manufacturers,” Ivar Dale, additive manufacturing specialist at Force Technology.
RoboDK’s simulation and offline programming tools can also reduce production downtime caused by shop floor programming. Companies can test a robot’s abilities in a virtual environment with RoboDK.
“Using the path planner additive solution from ESPRIT/Hexagon, and the post-processor from RoboDK we saved a tremendous amount of time to program the path with a 1 mm positive offset as the shape of the tooth was organic. This saves us time in printing, especially in larger repairs, but it also saves the gear manufacturer time as the material we add is very hard and every mm takes time to carefully CNC,” Dale added.
Overall, Force Technology employed ESPRIT, Hexagon’s “Hybrid” CAM to program additive head path planning, and RoboDK to resolve kinematics and collisions while generating robot code to create the toolpath trajectories for additive manufacturing.
Ever mindful of their environmental responsibilities, the project enabled Force Technology to determine how to repair a gear instead of replacing it. In turn, they avoided throwing away a whole part and wasting materials and labor costs.
In addition, they kept downtime and costs low due to eliminating the need for replacement parts. The project is a successful example of how robot integration can improve MRO.
forcetechnology.com







 Power Transmission Engineering is THE magazine of mechanical components. PTE is written for engineers and maintenance pros who specify, purchase and use gears, gear drives, bearings, motors, couplings, clutches, lubrication, seals and all other types of mechanical power transmission and motion control components.
Power Transmission Engineering is THE magazine of mechanical components. PTE is written for engineers and maintenance pros who specify, purchase and use gears, gear drives, bearings, motors, couplings, clutches, lubrication, seals and all other types of mechanical power transmission and motion control components.