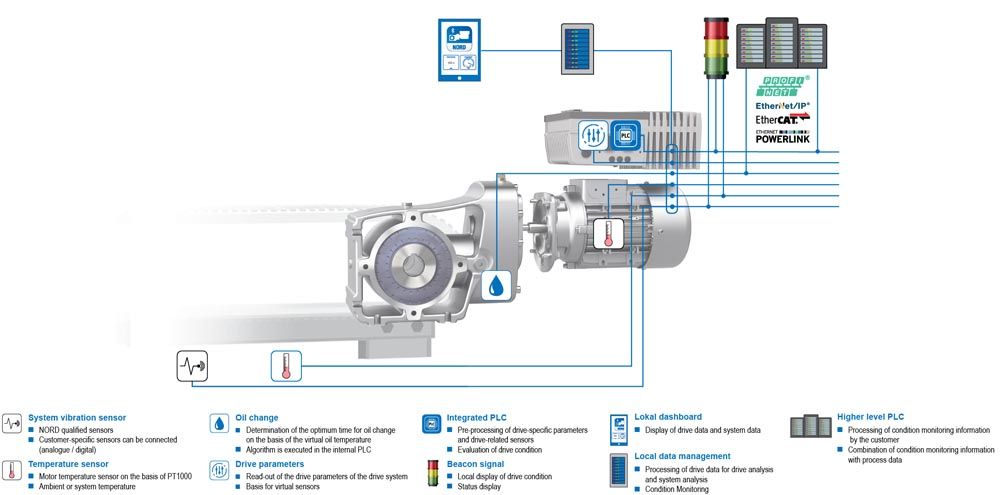
Nord Drivesystems condition monitoring for predictive maintenance solution.
Nordac Pro variable frequency drives from Nord Drivesystems enable dynamic control of gear units, provide precise control, and can be easily configured to meet application needs. They are characterized by their compact, space-saving design, advanced control characteristics, and uniform parameterization. Their versatile functionality is available in five frame sizes with powers ranging from 0.33–30 HP with optional modules to extend features.
Ease of operation is achieved via several interfaces including an integrated multi-protocol ethernet interface for connectivity to ethernet-based control systems, a USB interface that enables parameterization even when the main power is disconnected, a Bluetooth interface, and an SD memory card slot for storage and transfer of parameters, firmware, and operating data. Integrated programable logic controller (PLC) functionality and Posicon positioning control provide further intelligent control optimized for specific system needs. Functional safety is also implemented with safe torque off (STO) and safe stop 1 (SS1) options for safe shutdown to prevent hazards to people and damage to system components.
Nordac Pro variable frequency drives (VFDs) are a part of Nord’s modular product system and are compatible with both synchronous and asynchronous motors. Sensorless current vector control enables high starting torques and precise control of motor speeds. The drives also feature motor brake management, lifting gear functionality, a brake chopper, and extensive monitoring functions. Thanks to their high level of performance, safety, and versatility, Nordac Pro VFDs are used in a wide range of industries such as airport baggage handling, intralogistics, bulk material handling, packaging, and more.

Nordac Pro SK 500P family of variable frequency drives (VFDs).
Nord’s answer to supply chain solutions is its modular product design that aims to deliver versatility with millions of unique configurations of gearboxes, electric motors, and variable frequency drives—eliminating the need for costly custom components.
Nordac On/On+ VFDs
Nordac On/On+ VFDs offer a compact, flexible design developed to meet the specific requirements of horizontal conveyor technology. Nordac On VFDs are designed for use with IE3 asynchronous motors while Nordac On+ VFDs have been optimized for performance with IE5+ synchronous motors. These VFDs feature an integrated Ethernet interface, full Plug-&-Play capabilities, and functional safety options such as STO and SS1. With precise positioning and full PLC functionality for dynamic control of conveyor systems, Nordac On/On+ VFDs provide a reliable, cost-effective solution for IIoT environments.
IE5+ Synchronous Motors
IE5+ synchronous motors achieve ultimate efficiency in a compact, versatile design that can be installed quickly and easily. They are available in two versions—a non-ventilated variant (N-design) for hygienic wash-down areas and a ventilated variant (F-design) with high overload capacity suited for intralogistics. IE5+ motors provide a standardized, high-efficiency solution thanks to their constant torque over a wide speed range. This enables them to eliminate the need for system variants, minimize operating costs, and increase energy savings.
DuoDrive Integrated Gear Unit and Motor
The DuoDrive with an integrated IE5+ motor and single-stage helical gear unit brings a new level of energy efficiency and easy system maintenance. The compact, modular design features full Plug-&-Play capabilities for fast commissioning, quick installation, and minimal space requirements. Constant motor torque over a wide speed range enables system variants to be reduced—minimizing administrative expenses and optimizing service processes. The DuoDrive is especially suitable for supply chain applications due to its high-power density, extremely high system efficiency of up to 92%, and quiet operation.
LogiDrive Complete Drive Solution
The LogiDrive solution is a service-friendly, modular system designed for standardization and reduction of system variants. The package combines a gear unit with high overload capacity, a high-efficiency electric motor, and a compact variable frequency drive for a complete solution that is flexible, low-maintenance, and Industry 4.0 ready. Efficient operation at partial load and low speeds makes LogiDrive especially suited for a variety of conveyors in high-volume warehousing, parcel distribution systems, and packaging systems.
Two-Stage Helical Bevel Gear Units
Two-stage helical bevel gear units deliver efficient operation in a compact, robust design ideal for conveyor systems. They feature a large speed range, quiet operation, and high axial and radial load capacities. Flexible installation options are available including various input and output options, solid and hollow shafts, and foot, flange, or shaft mounting—making the drives highly adaptable to a wide range of applications and environments.
Nordbloc.1 Helical Inline Gear Units
Nordbloc.1 helical inline gear units are characterized by quiet, reliable performance in a smooth, easy-to-clean design. Their Unicase housing is made from high-strength, low-weight aluminum alloy and ensures a long service life with increased stability and safe operation. They offer 13 case sizes to choose from as well as a performance of 0.16–60 hp, keyless shaft designs with Shrink Disc and Gripmaxx, and foot or flange mounting. High output torques paired with efficient operation reduce system costs for a lower total cost of ownership (TCO) and a fast return on investment (ROI).
nord.com
Seeing Into the Darkness of Seal Health with John Crane
John Crane, a global leader in rotating equipment solutions, supplying engineered technologies and services to process industries, offers John Crane Sense Turbo, a dry gas seal digital diagnostics solution to monitor conditions at the heart of the compressor.
John Crane Sense Turbo uses a unique set of sensors embedded directly into a compressor’s dry gas seal to deliver continuous, real-time insight to identify potential issues and ensure corrective actions are taken to extend the useful life of the seal. Designed to improve reliability, reduce the risk of failures and unplanned downtime, and increase the mean time between repairs (MTBR) while increasing efficiency and profits, John Crane Sense Turbo monitors conditions that impact seal health.
Data from different sensors are combined, processed at the edge, and sent to cloud servers for additional real-time processing and archiving, using industrial-grade cybersecurity. Access to secured and actionable information is available on any device, using enterprise-grade cybersecurity in the cloud with multifactor-protected data portals.
“Leveraging machine learning, John Crane Sense Turbo allows customers to assess the health of dry gas seals installed in turbomachinery and understand how to optimize the reliability and performance of their rotating equipment,” said John Crane Product Line Director, Digital, Brian Boykin. “By understanding the remaining useful life of a mechanical seal, our customers can add months, if not years, to the time before repair of their equipment, while significantly reducing maintenance costs at the same time.”
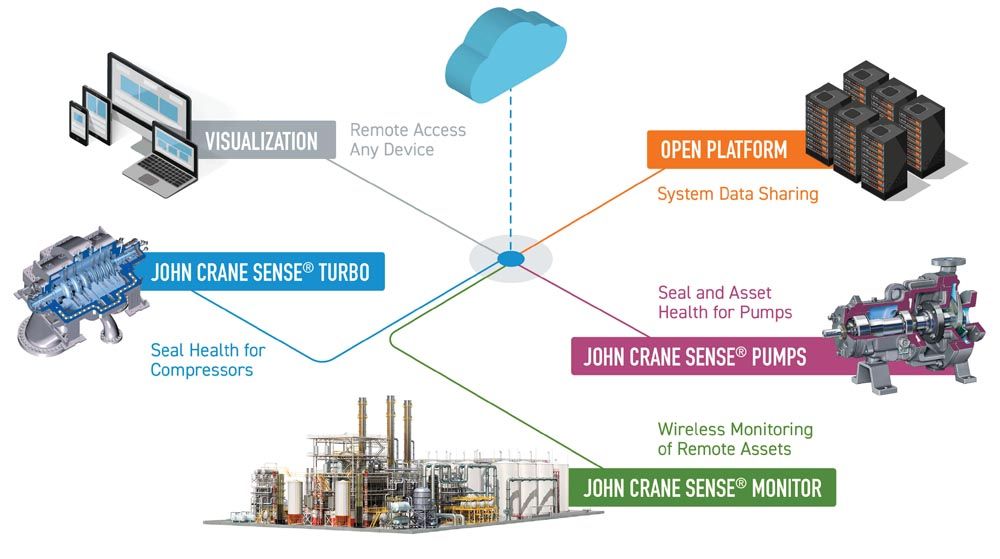
John Crane Sense Turbo is part of the John Crane Sense platform and suite of solutions including John Crane Sense Pumps and John Crane Sense Monitor designed to transform industrial equipment to build a better understanding of asset health through the digitization of critical components. Sense is an open platform for a suite of apps that provide actionable information. The pumps are a digital health monitoring system that leverages years of experience in mechanical seal expertise, combined with machine learning technology to provide insight into the health and performance of the pump asset. And the monitor is a wireless monitoring solution that enables visibility into asset health and performance across the entirety of the plant or site, including in the most remote locations.
Change is everywhere in our industry and we’re all under pressure to spot efficiencies and do more with less while staying competitive. As the impacts of climate change become clear and the demand for cleaner energy grows, we all need to find ways to work smarter to hit emission reduction targets, future-proof businesses, and protect the world for future generations.
Digitization will play an essential role in helping the industry to meet these challenges. Today, only one-third of oil and gas businesses are approaching digital maturity. As the industry evolves toward a cleaner, greener, and more cost-efficient model, that number must change quickly.
The Power of Digitization
There are clear opportunities for the oil and gas industry to adopt the kind of digitized, data-driven approaches that have transformed other industries—even if the technology that drives them is more complex.
Put simply, when you don’t have the right data, you rely on estimates and approximations to make critical business decisions. When you do have the right data, you can move forward with facts—and confidence.
That’s why we developed the John Crane Sense platform—an industry-first technology that allows you to see what’s going on in the heart of your critical operations and make more informed decisions about maintenance and repair to reduce downtime and extend the useful life of your assets.
Digitization in Practice
John Crane Sense Turbo is an excellent example of the way that digitization can drive new benefits. The Turbo solution consists of sensors embedded into a dry gas seal that monitor process conditions and seal health.
By using John Crane Sense user interface, you can monitor the seal from anywhere and receive alerts about process upsets or other operational irregularities. This allows you to respond immediately before manageable issues become more significant failures that require downtime.
It also ensures you’re getting the most out of your equipment. Traditional forms of seal monitoring provide some information, but they don’t give a complete picture or sufficient indication of a seal’s health. Understanding health is critical to shortening the duration of an unplanned shutdown. Knowing a seal is healthy can enable you to defer replacement, saving on both equipment cost and downtime.
Seeing into the Future
Technology like John Crane Sense platform is only the beginning. As the move toward digital accelerates, new opportunities will be available to seamlessly connect data from other parts of your plant and ensure every decision you make is working toward the same goal.
Smart seals are a key component in meeting emission reduction targets—monitoring leaks that, unless identified and fixed proactively, will cost your operation and contaminate soil, water, and air.
The future is only going one way—greater digitization of equipment, processes, and plants. The John Crane Sense platform can help you on your digital transformation journey, giving you the intelligence you need to hit tomorrow’s targets, enhance your brand reputation and protect the environment.
johncrane.com







 Power Transmission Engineering is THE magazine of mechanical components. PTE is written for engineers and maintenance pros who specify, purchase and use gears, gear drives, bearings, motors, couplings, clutches, lubrication, seals and all other types of mechanical power transmission and motion control components.
Power Transmission Engineering is THE magazine of mechanical components. PTE is written for engineers and maintenance pros who specify, purchase and use gears, gear drives, bearings, motors, couplings, clutches, lubrication, seals and all other types of mechanical power transmission and motion control components.