
Bearing Lubrication Under Extreme Conditions, Part II
Dale E. Stallard, Rexnord Bearing Products
This article is Part II in a series on bearing lubrication for extreme applications. Part I of the series, Bearings for High Temperatures, appeared in the Fall 2007 issue of Power Transmission Engineering. Part I can be found online at www.powertransmission.com/issues/1007/bearings.htm.
Rolling element or sleeve bearings often are required to operate under extreme conditions. In these instances, it is more important than ever to follow proper lubrication selection and maintenance procedures to maximize effective life and efficient performance. In this article, we explore examples of bearings that are exposed to moisture, severe “dirt” contamination and high vibration. In these applications, bearings can only achieve the design life expectancy when the correct lubricant is selected and properly applied. Long‑term analysis of field data shows that the lack of proper lubrication is the most commonly cited cause of bearing failure and accounts for more than 40% of breakdowns (Fig. 1).
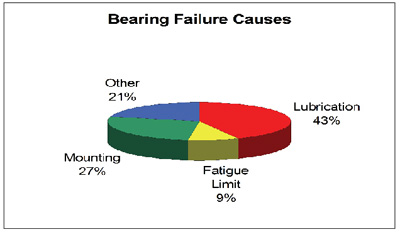
Figure 1—Degraded lubrication is the No. 1 cause of bearing failures.
Moisture
In many bearing applications, the bearing unit comes in contact with moisture on a regular basis. This includes diverse types of farm machinery, equipment that might sit idle in open storage prior to use, steel mill quench rolls, and food machinery that must be washed down for maintenance and cleaning. For industrial and agricultural equipment not involved in the direct handling or processing of foods, greases having a lithium base and/or corrosion inhibitors offer excellent moisture-resistant properties. FDA regulations restrict the application of certain types of lubricants on equipment used for handling or processing food products. To conform to these restrictions, the oil or grease must not contain any soaps or additives that may be hazardous to human health. Special lubricants have been developed by the petroleum industry for this type of equipment.
When bearings are exposed to moisture, corrosion damage can occur in two basic forms. The first is the ingress of water or liquid chemicals from direct impingement. The second is moisture condensation or chemical vapors. Condensation can occur on the bearing surfaces from moisture in the air, which is chilled to the dew point. Damaging effects of corrosion can be reduced to some degree by using high‑quality greases with corrosion inhibitors and good moisture control characteristics.
Where bearing speed is relatively low, bearing protection can be increased by keeping the bearing and housing cavities completely full of lubricant. This evacuates most air and lessens the level of condensation. Bearings on equipment that operates at higher speeds can be protected in the same manner during extended periods of storage under moist conditions; however, some of the housing grease must be displaced or removed prior to full‑speed operation to avoid overheating.
Severe Contamination
Another type of extreme bearing application is exposure to severe contamination. Dirt and abrasive contamination are especially severe on applications such as foundry and steel mill equipment, aggregate or cement processing machinery, and taconite-handling conveyors. Much of the equipment used in the agricultural, wood products, construction and utility industries is also subject to this type of contamination.
In severely contaminated environments, the lubricant alone cannot provide adequate protection to the bearing and is only part of the solution to proper bearing performance. Additional protection for bearing components requires proper seal selection. First, use the typical criteria of load, speed, operating temperatures and environmental factors to select a premium-quality ball or roller bearing lubricant. Then, turn the attention to sealing and re-lubrication frequency.
In the presence of contamination, sealing is often the key to prolonged bearing service life. The sealing system must resist contaminant ingression and still retain the lubricant in the bearing cavity. In many of these applications, a bearing with a grease-flushable seal can provide added protection and dramatically longer bearing life.
To maximize the seal effectiveness, a proper re-lubrication schedule is required. Often, more frequent re-lubrication can enhance the effectiveness of a sealing system by expelling contaminants that advance past the seals. A fresh purge of grease will also clean the seal contact area, prolonging seal life. The frequency of re-lubrication is application-specific. Severe environments may require virtually continuous lubricant replenishment, while heavy-to-moderate levels may require purging every 8 to 10 hours of service. Re-lubrication intervals for specific applications can be determined by inspecting the condition of the used lubricant purged from the bearing after the initial interval. The re-lubrication cycle can then be shortened or lengthened based on initial and subsequent inspections.
Severe Vibration
A third type of extreme bearing application is severe vibration. A certain amount of vibration is inherent in all equipment but more prominent in vibrating screens/feeders, fans or gyratory crushers, to name a few. Operating such equipment beyond recommended balance limits exposes bearings, housings and lubricants to extreme vibration. These conditions tend to work‑shear some greases. Eventually, this will damage the chemical chains formed by additives and cause work-softening and liquefaction of the grease thickener structure. The liquefied grease will either leak out of the seals or produce an added churning‑friction effect in the bearing. The churning effect can increase operating temperatures significantly, especially where high speeds prevail. This may lead to an accelerated breakdown of the grease and premature bearing failure. Greases with minimal work‑shear tendencies generally should be specified for bearing lubrication on vibrating-type equipment.
Only greases with excellent mechanical properties should be used for high-vibration applications. Applications such as vibratory shaker screens, tampers, shaker tables, or vibratory rollers require grease with the proper consistency and sufficient mechanical stability to prevent it from collapsing back into the path of the bearing rolling elements. A proper grease will channel away from the rolling element path, thus preventing churning of the excess grease.
Laboratory and field experience has led to a preference for NLGI No. 2 or 3 lubricants, with a lithium or lithium-complex soap base for vibratory type applications. The mechanical stability of these grease products minimizes churning and lubricant deterioration.
Re-lubrication frequency in vibratory applications depends on rotational speed, frequency and magnitude of vibratory action, operating temperature, and environmental factors such as moisture, dirt, abrasives and service cycle. In addition, the proper re-lubrication interval can be determined by examining the condition of the purged lubricant from the seal area and making adjustments based on these observations.
Bearings are often required to operate in adverse environmental conditions as those discussed above. By following these recommended guidelines, successful bearing operation can be achieved even in the most severe operating conditions.
Dale E. Stallard is a senior application engineer with Rexnord Bearing Products in Indianapolis.
Free Power Transmission Engineering Subscriptions
Free Power Transmission Engineering Subscriptions
FEATURED VIDEO
January 9, 2023
RECOMMENDED
-
-
New Innovations in Motion Control
June 3, 2024
-

-
High Level Automation & System Integration
July 10, 2024
-

-
High Level Automation & System Integration
July 10, 2024 -
-