Easy Integration
April 2, 2024

The Latest Clutch & Brake Technology Looks at Reliability, Cost and Design Specifications
In order to specify a clutch or brake for any industrial application, you start by making inquiries like a hardboiled detective. The job is all about asking the right questions. Is the brake or clutch smart? Is it suitable for the application? Will the component provide the longevity and durability the end customer is looking for? How will it run under certain environments or operating conditions? PTE has talked to some of the key clutch/brake providers to see what products and technologies are in demand as we enter the next phase of smart manufacturing.
Warner Electric
Examines the Cost of Precision

With many industries embracing the latest technology such as the Internet of Things (IoT) or Industry 4.0, it can be easy to overlook some of the simpler and more cost-effective solutions. For packaging and labelling, maintaining both precision and product positioning is extremely important for high quality results and does not necessarily require the latest in servomotor design.
The inevitable march of progress brings with it many innovations and solutions that save time and energy. However, adopting new technology at face value may not always be the most cost-effective solution. One good example is the introduction of servomotors and variable speed drives into assembly and packaging lines; while certain applications will benefit, others are better suited to a simpler approach.

Keep it simple
Wrap spring clutches and brakes offer a simple and effective means of providing accurate, non-accumulative error indexing and positioning. Furthermore, for their physical size, wrap spring clutches can transmit considerable amounts of static torque.
The most common applications involve multiple starts and stops within a single revolution: such as printing presses, postage machines, conveyors and packaging machines. Operating continuously, these machines rely on the product position being exactly the same week after week, without the need for compensating actions or adjustments.
By working closely with a manufacturer it is possible to determine the most suitable dimensions and configuration for the wrap spring clutch; thus creating a solution that will deliver not only accuracy and repeatability, but also reliability and lower running costs. However, they are not a panacea and each application should be carefully assessed to ensure the most effective operation.

Think it through
Original equipment manufacturers (OEMs) and end users can all benefit from making the most appropriate choices when it comes to building and installing a new commercial processing machine. The initial costs of technology using the latest innovations are much higher and will directly affect the price point of the new equipment. In contrast, given the right operational parameters, a more simplistic approach can deliver significant cost savings as well as a far less complicated maintenance routine.
In addition, once the machine has been installed, the customer will be responsible for carrying out any repairs. Repairs to servo motors and their drive systems require highly skilled maintenance staff and replacement parts can be quite costly. In contrast, solenoid activated wrap spring clutches are much simpler to repair or replace, and the process can be completed with minimal downtime. In these circumstances, the maintenance costs associated with simple technology are a fraction of those attributed to the latest drives and their associated controls.
Assessing the application
Processing systems that have a high cycle rate, above 10 per minute for instance, will satisfy the first step of the assessment process. From this point it is necessary to analyse the load inertias and speeds as well as identifying potential sources of friction that will affect cycle rates and repeatability.
At this stage OEMs and end users can benefit from the expert advice that is available from Warner Electric, which is part of the Altra Industrial Motion Corporation. From individual components to complete processing lines, Warner’s technical support team can offer experienced advice on the best solution in terms of reliability and cost effectiveness.
Industries such as packaging and labelling are cost-conscious and as such require the equipment that they use to be cost-effective and reliable with minimal running costs. By assessing each component within a process it is possible to determine the most suitable design and integrate it into the finished product.
For more information:
Warner Electric (Altra Industrial Motion)
Phone: (800) 825-6544
Mach III
Returns to Roots with New Miniature Line
Mach III has added 10 new miniature products. The additions include: a spring engaged brake, an air engaged brake, five air engaged clutch configurations, and three mechanical torque limiters. The products are reminiscent of the tiny torque limiters that Mach III’s founder, Raleigh Becknell, assembled at his kitchen table with the assistance of his wife back in the 1960’s.

According to Ron Ashbrook, Application and Design Director, the development of these smaller sized products was driven by client demand. “Over the past couple of years we’ve had many inquiries from machine designers for products with half inch and smaller shafts and light torque capacities. In some cases, these were new machine designs. In others, the engineers were seeking replacements for products that performed poorly, became too costly, or had inordinately long lead times.” After developing a number of custom designs for these clients, it made sense to expand the Mach III catalog line to include these smaller sizes.
General Specifications:
Full specs and 3D models can be found at the website below.
For more information:
Mach III
Phone: (859) 291-0849
Mayr
Brakes Include Modules for Intelligent Monitoring and Controlling
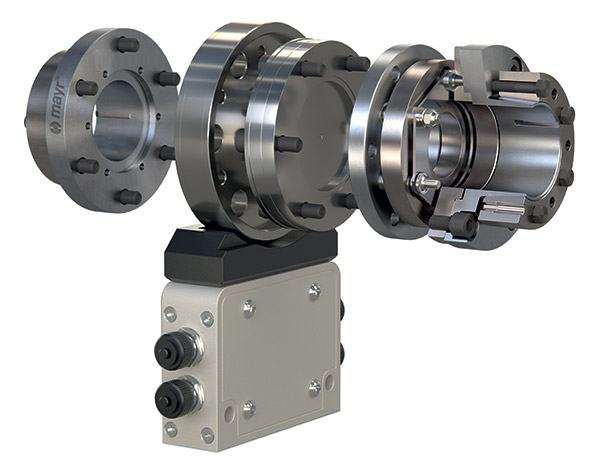
Monitoring modules of the latest generation, a technologically leading friction system and consistently-observed safety principles — safety brakes by Mayr Power Transmission are equipped for the challenges of the Industry 4.0. The complete system increases the productivity of machines and systems through predictive error detection and maintenance. Mayr’s Brake Technology 4.0 stands for intelligent monitoring modules including the ROBA -brake-checker and the ROBA-torqcontrol monitor.
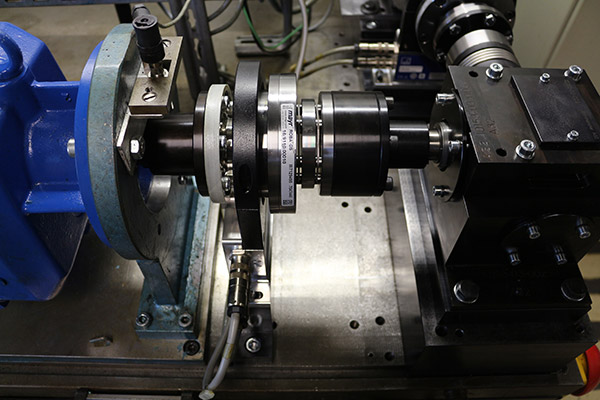
Permanent brake monitoring and predictive maintenance
The ROBA-brake-checker module operates without sensors. Instead, it analyzes current and voltage and recognizes the movement of the armature disk. Thus it knows the condition of the brake. In addition to the switching condition, the module can also deduce the temperature, wear and tension path or tensile force reserve, i.e. whether the magnet still has sufficient force to attract the armature disk. Using the new module, a significantly larger number of processes can be depicted during the monitoring of the safety brakes. On reaching the tensile force reserve, the ROBA-brake-checker emits a warning signal, early enough so that a defined operating time of the brake is still possible. Within this time, the machine operator can undertake specific maintenance in coordination with their work process — maintenance with foresight, so to speak. The ROBA-brake-checker is now available in a design for AC voltage. In addition, another version of the module will also in future take on the supply of the brake, and as a result, replace the rectifier. Switching condition monitoring and brake control are therefore combined in one device.
Braking movements gently and in a controlled manner
For applications, which require braking torque control in addition to status monitoring, Mayr Power Transmissions provides the braking torque control module ROBA-torqcontrol. It shares the features of the ROBA-brake-checker and can also change the level of the braking torque in operation through purposeful influencing of current and voltage. As a result, devices and machines can be evenly and gently decelerated. The ROBA-torqcontrol module permits the development of control loops and brakes movements intelligently — the ideal basis for its use is in smart, interconnected machines.
Reliable brake control
Another module to continuously monitor the switching condition of the brakes is the safe brake control ROBA-SBCplus. In this module, Mayr offers safety brakes and safe brake control in a complete package. This module has been developed in collaboration with the company Pilz, especially for applications which have to fulfil safety requirements for workers. The ROBA-SBCplus module must reliably interrupt the current in the magnetic coil when the brake is switched off. For this purpose, the module operates with wear-free electronic semi-conductors, and as a result achieves practically unlimited switching frequency and switching reliability. This brake control module performs reliable switching time monitoring.
Furthermore, an integrated plausibility check is conducted through the evaluation of the release monitoring signals. The evaluations of the switching states and the return signal therefore permit reliable error diagnostics. This permits creep errors—which influence switching times—to be detected faster and more efficiently.
For more information
Mayr Corporation
Phone: (201) 445-7210
Nexen
Offers Profile Guide Rail Brakes in Additional Sizes
Nexen Group, Inc. Profile Guide Rail Brakes are now available in a wider range of sizes: 15 mm to 65 mm, and are fully compatible with an even wider range of guide rail manufacturers including: THK, NSK, IKO, HIWIN, INA, SKF, Star, Bosch, Accu Tech and Schneeberger. As a result, they provide great first fit and ideal redundancy in a wide range of OEM and after market applications. Profile Guide Rail Brakes provide fast engagement at 0.049 to 0.080 seconds, high static holding force to 2,600 N (585 lbs) and can be combined to provide higher holding forces as needed. They also offer maintenance-free operation.

“Nexen rail brakes are a versatile solution that can be easily retro-fitted in the field, as well as designed into original equipment,” says Hank Schilling, motion control product manager, “and with brake body geometry that perfectly matches the guide rail bearings, coupled with an adjustable shoe gap, Profile Guide Rail Brakes are quick and easy to install.”
The Nexen Rail Brake design offers low backlash, accurate positioning, and reliability. They are suitable for holding a load in position while failed reducers or motors are replaced. They also allow for the use of smaller drive systems because the brakes position and hold a load that might otherwise over power the drive system. The Rail Brakes clamp onto the center of profile guide rails to provide positive braking and holding in all axes without touching the bearing surface of the rail.
For more information:
Nexen Group, Inc.
Phone: (800) 843-7445
Warner Electric
Sorts Out Torque Requirements for Bucket Conveyor
A conveyor OEM was looking for a reliable braking solution for a bucket conveyor unit being built for a West Coast dry food manufacturer. Bucket conveyors feature a chain drive containing a series of buckets that pick up material on one side, transport it vertically, and deposit it at another level. Therefore, all of the load is on the ascending side of the system, creating an inherently unbalanced load. As a result, designers typically include backstops to prevent back driving in case of a power loss to the drivetrain. However, some systems need to be able to address material build up or, as in this case, to remove and clean the buckets for sanitation purposes.

In an empty system as buckets are removed, an unbalance is eventually created on the descending side of the system, which could allow the conveyor to accelerate in the direction of drive. Since the backstop freewheels in the direction of drive, it cannot restrain the forward moving drive. Therefore, a brake is needed to hold the system safely in the direction of drive during the cleaning process.
Working closely with the OEM, Warner Electric engineers defined the correct amount of torque needed for the application. They determined that an EM210/ERS 68 spring set/electrically released brake could be located between the 5 HP 215TC frame motor and reducer that would exceed the load-holding requirement. By positioning the brake on the input side of the reducer, the ratio of the gearbox multiplies the brake force, allowing for a smaller and simpler brake than would be needed if the unit were mounted on the slow-speed side of the gearbox.

The brake is powered (disengaged) when the motor is on and engaged whenever the motor is off and the power is turned off at the brake. This functionality allows the operators to jog the system forward to access and remove buckets in a safe manner.
For more information
Warner Electric (Altra Industrial Motion)
Phone: (800) 825-6544




