We use cookies to provide you with a better experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Privacy Policy.
Stan Porter, Force Control Industries & Jim Wahl, Wahl Marketing Communications
Fin Pan Inc. (Hamilton, Ohio) is an industry leader in the commercial and residential construction products market. They are the oldest process manufacturer of cement backer board, having invented the process in the mid 1970’s. In that time the rest of the country has elected 7 presidents, watched 12 Olympics, and crowned 43 different baseball teams as World Champions. At least one thing hasn’t changed in the 30-plus years, and that is the oil shear technology that keeps Fin Pan’s original cement backer board production line running.
Pioneering the creation of a product is never simple or straightforward. And when you are dealing with a dusty, dirty process like making cement backer board, with a weight of 9.9 pounds per lineal foot in 3-foot wide sections, service life for components used for the forming, moving, cutting and stacking of the finished sheets can be a challenge. Fin Pan Owner and former president Ted Clear was instrumental in the design of the process and specifying the components. He wanted maximum production with minimal downtime, so he turned to Force Control Oil Shear clutch brakes to keep the process going. The fact that this technology is still operating is proof that the oil shear clutch brakes have delivered on Clear’s vision.
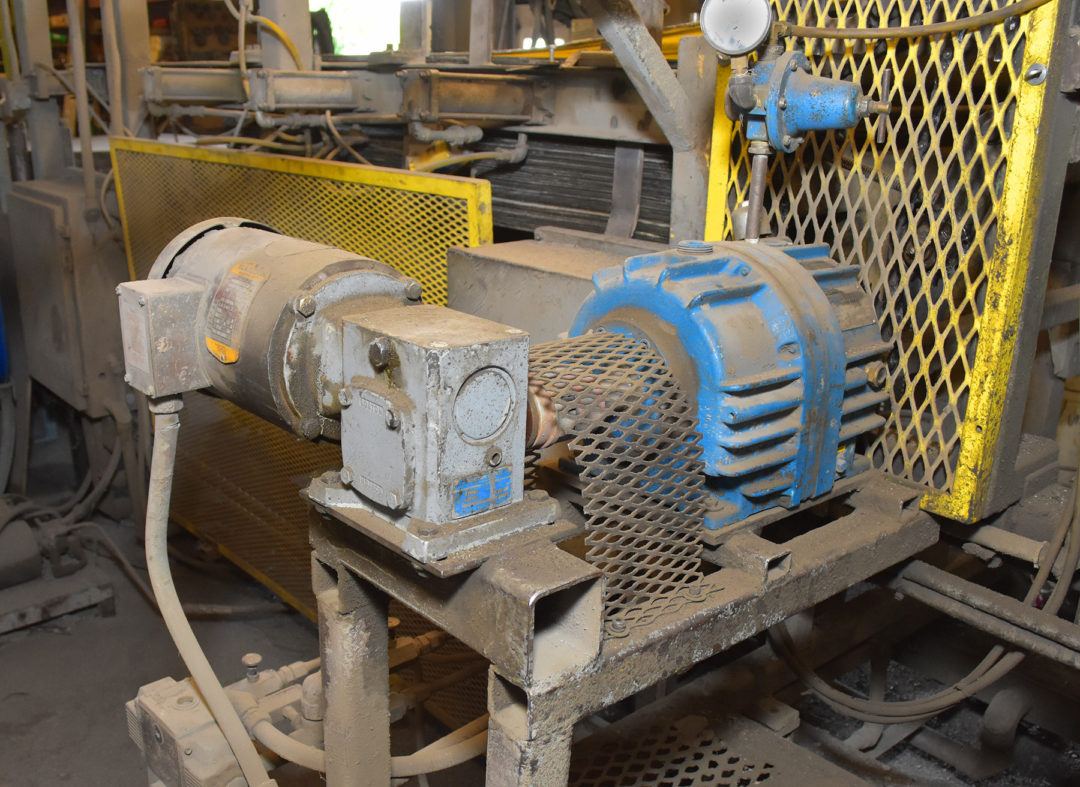
Clutch brake on main conveyor line.How the Process Works
Each cement backer board is made on a carrier sheet. These sheets are placed end-to-end on the main conveyor as it is moving, by a Force Control clutch brake which indexes each time the carrier sheets feed onto the main conveyor. This clutch brake is the original Posidyne model 2.5 that has been in service since the line first started, with a single rebuild in 2002.
When the sheets are in line, cement coated fiberglass mesh is placed on top of the carrier sheets. Zero slump lightweight concrete is placed on top of the fiberglass mesh and spread evenly across the width of the boards, 39.37’’ wide and ¾’’ deep. A second layer of cement coated fiberglass mesh is placed over the concrete core. A position sensor senses the end of the product and activates the cut-off system. A Posidyne model 3, driven by the conveyer, is engaged to accelerate the cut-off shuttle to match the main conveyor speed.
The cut-off knife then cuts across the product while at line speed—64-70 feet per minute – to ensure a uniform product size. The continuous line of cement board is then cut into lengths with a cutter and then stacked and placed into a curing rack. The line is capable of producing 27,000 -30,000 L.F per day, in an 8-hour shift. Fin Pan produces 4’, 5’, 64”, 6’, and 8’ lines, with the most common being 5’.
The Success of the Process is On the Line
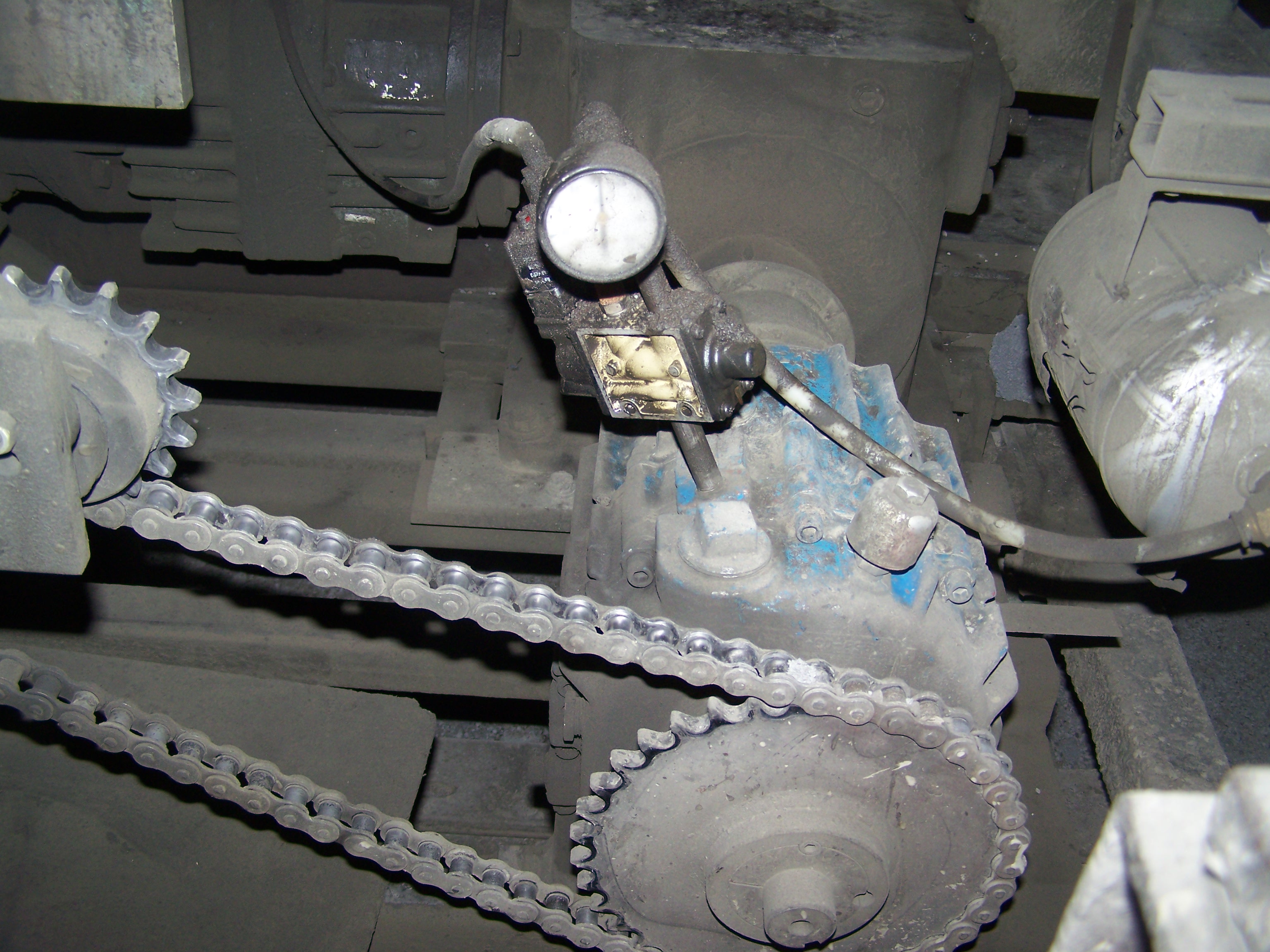
Clutch brake on flying shear.The motion control components used throughout this intricate process must work together to achieve the desired result. Activating the cutter head without matching the main conveyor line speed will yield off-spec sheets and rejects. Operations manager Mark Drake estimates that the plant makes approximately 5,000 cuts per day in a single shift, or approximately 1.25 million cycles (cuts) annually (5000 cuts/day X 5 days X 50 weeks = 1,250,000).
Wear on the manufacturing line components mainly stems from the abrasiveness of the lightweight concrete. When the Posidyne model 03 clutches have reached the end of their service life they are swapped out and rebuilt at Force Control Industries Inc., which is located literally around the corner. Replacing the clutches requires approximately 2 hours and is accomplished after the shift to eliminate downtime. Originally, the design called for size 02 clutches, which were operated from the early 1980’s for about 18 years. At that point they replaced the model 02 with a model 03 to achieve some additional longevity. That seems to have been a good move, as the larger Model 03 has more than tripled the service life.
The clutch brake used to start and stop the main conveyor belt on the forming line is a Posidyne model 2.5 manufactured by Force Control was replaced in 2002, the only record they have of replacing that clutch brake. Assuming 150 cycles per day, 5 days per week and 50 weeks per year, that’s an average of 37,500 cycles per year, or 525,000 cycles since it was re-installed, and counting.
How Oil Shear Technology Works
Another look at the clutch brake on flying shear.Normal dry clutch brakes employ a sacrificial surface – the brake disc or pad – to engage the load. Having no good way to remove the heat caused from engagement between the disk and plate, this material must absorb the heat. These extremely high temperatures will eventually degrade the friction material. As the friction surface wears away and begins to glaze, the ensuing torque fade causes positioning errors, which then require adjustment or replacement of the friction surface.
Oil-shear technology plays a major role in ensuring that the backer board production line at Fin Pan operates at peak efficiency. A fluid film flows between the friction surfaces, and is compressed as the brake is engaged. The Automatic Transmission Fluid (ATF) particles in shear transmit torque to the other side. This torque transmission causes the stationary surface to turn, bringing it up to the same relative speed as the moving surface. Since most of the work is done by the fluid particles in shear, by the time the surfaces actually meet or “lock up” wear is virtually eliminated.
In addition to transmitting torque, the ATF also helps to dissipate heat, thanks to a patented fluid recirculation system. Along with torque transmission and heat removal, the fluid also serves to continually lubricate all components – thus extending their service life. Oil Shear Technology also provides a “cushioned” stop that reduces shock to the drive system – further extending service life. Unlike dry clutch brakes, the totally enclosed oil shear system is impervious to external elements such as wet, dusty or dirty environments, as are common in many manufacturing plants. Since the layer of oil eliminates wear, the Posidyne clutch brake provides a long service life. With elimination of wear comes elimination of adjustment – and increased “uptime” for Fin Pan.
The reliability and durability of oil shear technology helps plants with a critical pathway maintain high production. Oil shear technology has helped Fin Pan’s plant maintain production and eliminate downtime. The fact that Posidyne clutch brakes have operated for so long with no maintenance and no adjustment is testament to Ted Clear’s vision of production components with a long service life. Clearly Oil Shear technology has cemented its place in this active backer board plant.