We use cookies to provide you with a better experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Privacy Policy.
Professional Aircraft Accessories, a Greenwich AeroGroup company based in Titusville, Florida, is a Federal Aviation Administration (FAA) and European Aviation Part 145 Repair Station specializing in the repair and overhaul of landing gear, accessories, instrumentation, pressurization, radio, radar avionics and airframe components. They offer component capabilities on aircraft such as Bombardier, Boeing, Lockheed, Gulfstream and more.
As an approved Licensed Repair Facility for Gulfstream Aerospace, Electromech, Goodrich, Hawker Beechcraft and Lockheed, the 19-year old company is well entrenched in fixed wing aircraft. Expanding into the helicopter market was a natural extension, and the request for quote for overhaul and recertification of LH58 Kiowa helicopter transmissions provided a perfect opportunity. There was only one caveat: a very condensed timeframe. Although it was a case of “be careful what you wish for,” PAA officials found that oil shear braking technology helped them meet not only the technical requirements of the project but also the fast response needed for initial certification testing.
A Short-Fused Project Takes Off
Once the RFQ was approved, PAA officials had essentially four months to design and build a dynamometer test stand, and overhaul three transmissions to get their project verification audit from the Army. Given the short timeframe, the project engineering team opted to use non-regenerative technology. Jerry Leach, director of production engineering and planning led a team of people to begin to design the system, and race against the clock.
“Designing a system to do what we wanted with regenerative technology would have been more efficient, but it would have taken four times longer and cost at least twice as much,” said Leach of his tight timeframe and fixed-cost project. “We contracted out key components of a system we could build in-house and decided to dump power into the system and then load it via braking. This is very effective, but it builds a lot of heat which must be exhausted.”
Power is supplied via a General Electric (GE) electric motor and variable frequency drive (VFD) combination with 700 horsepower and 3,600 rotations per minute. The specification calls for testing at 40-60-80-100-and 112 percent of load for various timeframes.
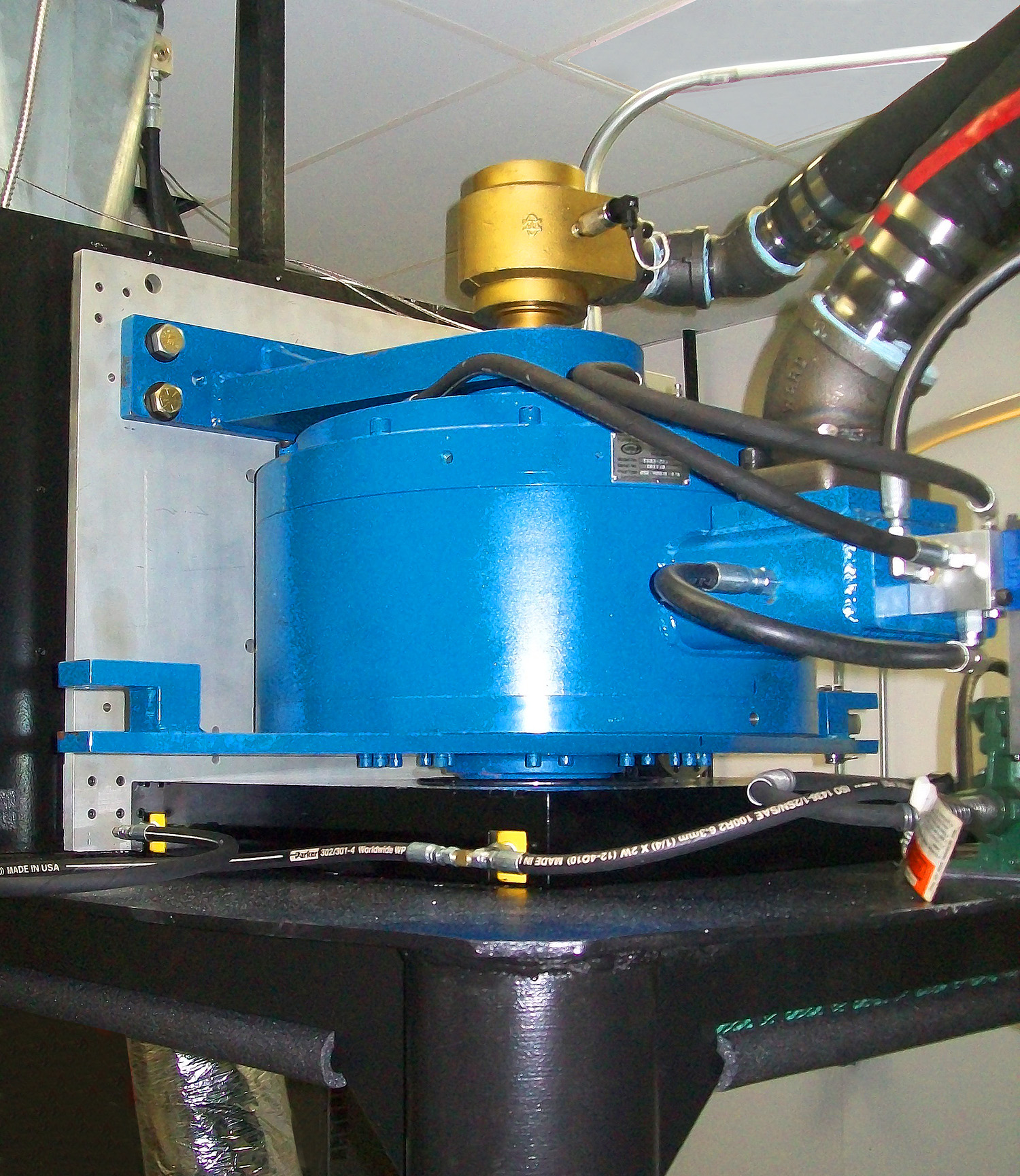
Load is supplied by a TB 83 oil shear brake from Force Control Industries which can be precisely controlled to meet the various spec points.
At 112 percent of load, Leach cited 8,200 foot pounds of torque. The test takes about an hour, Leach said, during which there is very little temperature rise.
“They definitely sized the cooling unit correctly,” he said.
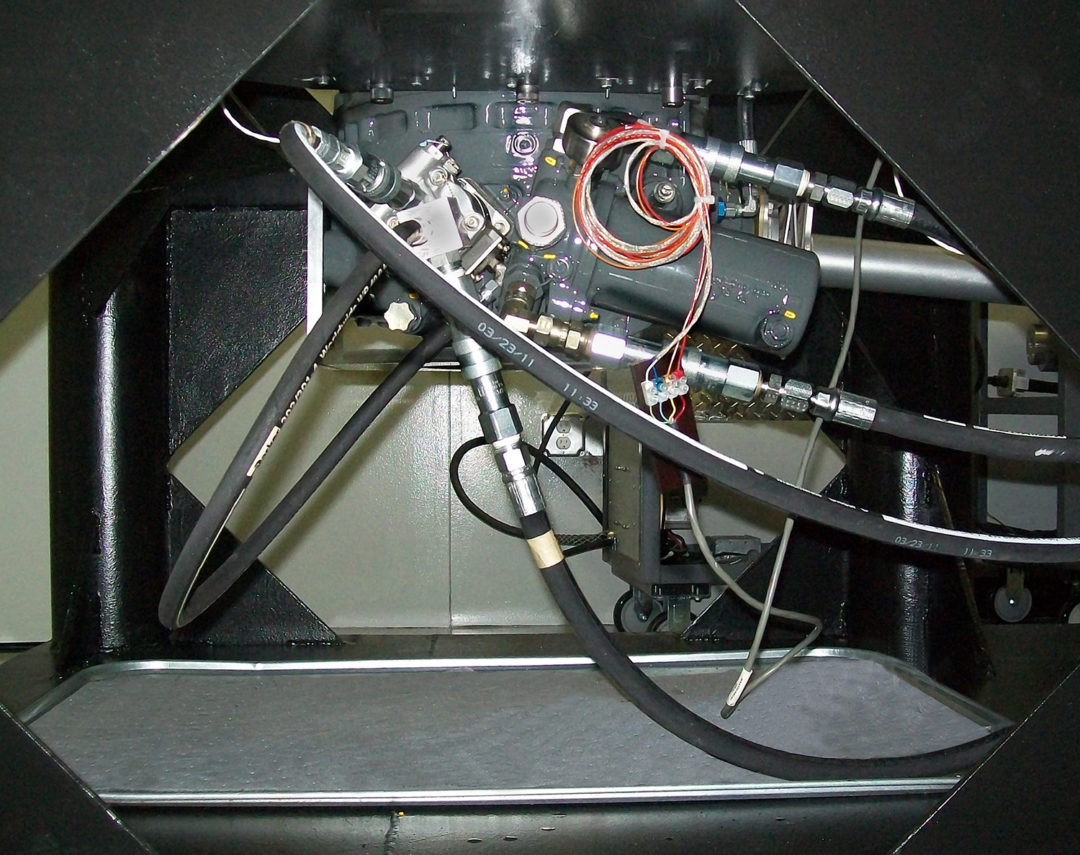
To dissipate the heat generated by that amount of torque, the oil shear brake came equipped with a patented forced lubrication and cooling system. In addition, the heat exchanger circuitry also has components to safeguard against viscosity changes as the oil changes temperature. The cooler the oil, the thicker it gets. To safeguard against overloading the pump, which moves 250 gallons of oil per minute across the brake, heating elements are installed to keep the oil at a fairly consistent temperature. A programmable logic controller (PLC) monitors the temperature and controls the heating elements.
Leach and the team specified components from various sources, the GE motor and VFD, the skid mounted brake and cooling system from Fairfield, Ohio based Force Control Industries, and a 1.7:1 gearbox to reach the 6000 rpm needed. They used LabView software from National Instruments for data acquisition and testing. Once the major components were installed, though, there was still plenty of work to do.
“The plumbing required to move that much fluid, at temperatures which range from 50 to 175 degrees to accommodate the expansion and contraction was challenging,” said Leach.
Additionally, 1,200-amp electrical service had to be run into the facility before everything could be wired and tested. Getting it all in place was the first hurdle, but it wasn’t the last challenge for the project.
While the system was designed for vertical operation the brake was mounted horizontally to allow direct torque measurement. Force Control officials didn’t foresee a problem doing so, but an air pocket was created which caused the friction disc to burn up, since it was not fully wetted. A fast and effective solution was suggested and implemented, allowing PAA to produce overhauls for the initial validation audit.
After passing the validation audit, PAA was off and running. The test stand was performing well, but the brake needed to be rebuilt after every 10-15 transmissions.
Leach, whose company, Professional Aircraft Accessories, was footing the bill, thought that rebuilding the brake so frequently would be a normal course of business until Force Control engineers devised a solution.
“Apparently their engineers were seeing similar issues with another installation and determined a need for additional surface area. We were very pleased to hear that it could be accomplished by changing out internal components,” Leach said.
The alternative, changing external components, would likely change the location of virtually all of the hoses, power connections and positioning of the brake relative to the helicopter transmission. In short, it might mean relocating everything.
Leach reported that once the new components were installed, they haven’t experienced any issues with the system.
“The level of support was outstanding” said Leach of his experience with Force Control. “We would work with them again without hesitation.”
How Oil Shear Technology Works
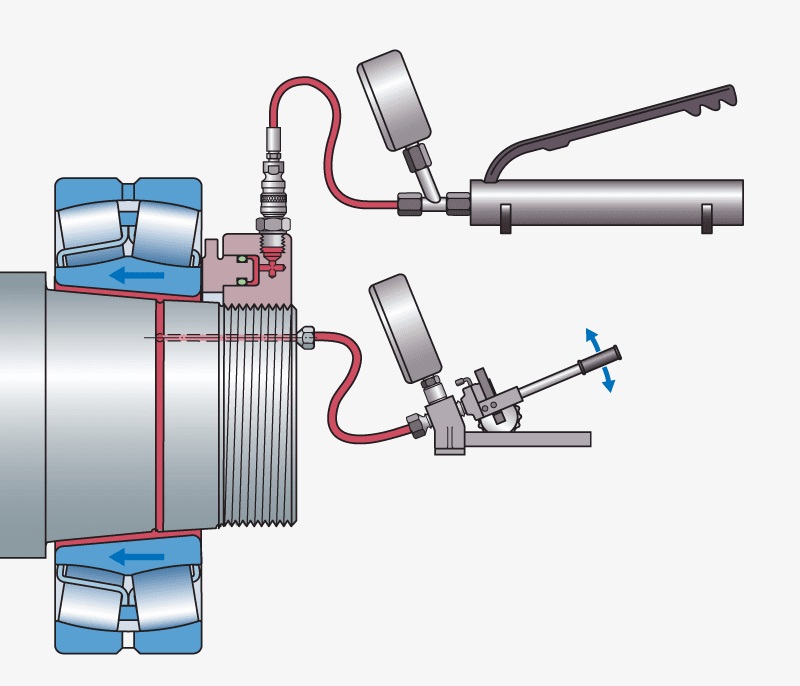
Normal dry brakes employ a sacrificial surface, usually a disc or pad, to engage the load. Having no good way to remove the heat caused from engagement between the disk and plate, these surfaces must absorb the heat. The extremely high temperatures will eventually degrade the friction material. As the friction surface wears away and begins to glaze, the coefficient of friction is also reduced, causing torque fade. This causes positioning errors which require adjustment or replacement of the friction surface.
Oil shear technology plays a major role in ensuring that the helicopter transmission test stand can operate continuously without adjustment and still achieve precise positioning for the desired percentages of load. Since a fluid film flows between the friction surfaces, the fluid is compressed as the brake is engaged. The fluid particles in shear transmit torque to the other side. Since most of the work is done by the fluid particles in shear, wear is virtually eliminated.
In addition to transmitting torque, the oil also helps to dissipate heat due to a patented fluid re-circulation system. Given the size of the system and the temperature rise, a cooling system was also provided.
Along with torque transmission and heat removal, the fluid also serves to continually lubricate all components, thus extending their service life. Oil shear technology also provides a “cushioned” engagement that reduces shock to the drive system – further extending service life. Unlike dry brakes and clutches, the totally enclosed oil shear system is impervious to external elements such as wet, dusty or dirty environments. Since the layer of oil eliminates wear, the Force Control brake provides a long service life. With elimination of wear comes elimination of adjustment, and ultimately increased “uptime” for the helicopter gearbox test stand.
Clear Skies and Smooth Sailing
Despite a short timeframe for development and a rocky start, the LH58 Kiowa transmission overhaul test stand is operating smoothly and has been for the past two years. Following this successful project, PAA is also planning additional helicopter components, which can be accomplished with minor modifications to the existing test stand.
While the success of the project was important to both PAA and Force Control, it is vital for the brave men and women who rely on the Kiowa reconnaissance aircraft day-in and day-out, or, more appropriately, night-in and night-out. Rebuilding the transmissions quickly yet proficiently and getting these armed scout aircraft back into service is a top priority for the Army. Thanks to cooperation between customer and vendor as well as the robust and reliable oil shear braking technology employed in the custom dynamometer test stand at Professional Aircraft Accessories can tell the Army, “mission accomplished.”