A Backward Glance at TPS 2024
October 2, 2024


Pumps, motors, brakes and even battery technology are changing how engineers approach mining applications in 2022. Areas like materials, condition monitoring, maintenance-free components and cost-efficient, zero-emission technologies are trending for mining applications across the globe.
Mining Solutions from Sulzer
The mining, quarrying and construction industries present some of the most challenging applications encountered by pumps. The range of process fluids handled varies quite significantly across these processes, ranging from clear water to heavy slurries and from alkaline, pH neutral to highly corrosive fluids.
Whilst the mining, quarrying and construction industries may seem quite far removed from each other, there are several similarities in the process fluids handled across all three industries. All incorporate an element of product extraction, followed by transfer through the various parts of the processes before handling the disposal and treatment of waste thereof. One way to distinguish between the various pump designs utilized is to segregate the fluids into process streams. In simplified terms these are: slurry, dirty water, process water and other processed fluids.
The pump types for each of these streams may vary by hydraulic design and/or materials of construction. Sulzer’s world-class range of pumps and materials offer a broad range of solutions for these challenging applications.
Fluids in mining and metals processing go through several stages. While there are some variations in this depending on the final product, the most common sequence involves ore extraction, comminution, separation, and thickening followed by the transport of the desired product to the refining and finishing process.
Extraction – To ensure safe mining, residual or incoming ground water must be removed continuously. Water ingress may come from a high-water table as well as from rainfall, localized flooding or snow melt. Deeper mines may also be affected by subterranean waterways or pockets of water in the ore body. Dewatering fluids are defined as being contaminated with < 50 g/l of fine solid particulates which may be abrasive, and the carrier fluid may also have some corrosive properties due to ground conditions. Fluids with a solids content above this are classified as slurry, with the classification dependent on size, concentration, density, and hardness of the solids.
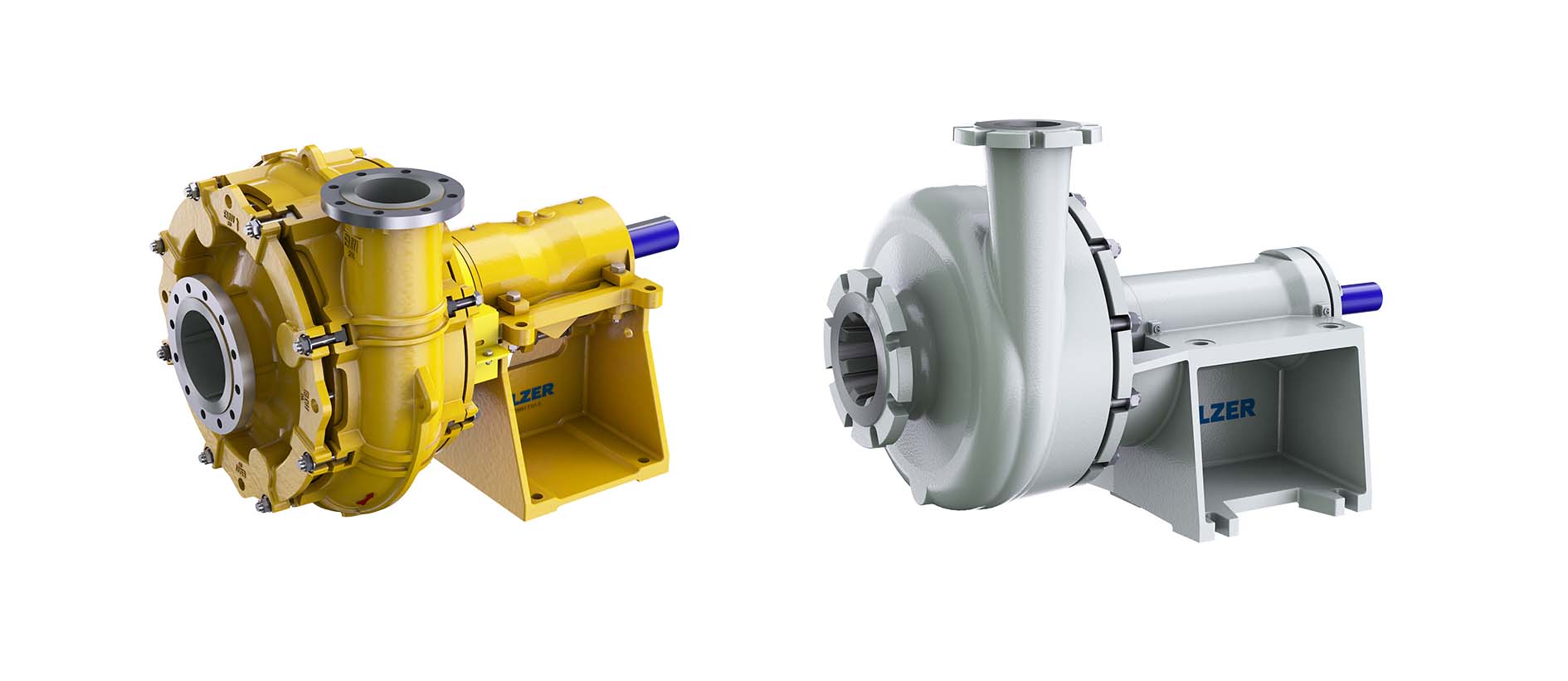 EMW heavy-duty slurry pump and PLT slurry pump (Courtesy of Sulzer).
EMW heavy-duty slurry pump and PLT slurry pump (Courtesy of Sulzer).Comminution—The ore starts off as large rocks and undergoes a series of steps to reduce its size so that the desired metal may be separated from the rock. The initial crushing and screening are dry processes and water is not added into the process until the ore gets to the grinding mills. Here the particle size becomes small enough to liberate the commodity from the rock through a separation process before it is finally thickened for the refining and finishing process. Methods for separation depend on the ore type, e.g. screening, gravity, dense medium, magnetic or flotation, resulting in the desired product in the form of a concentrate. The waste generated from the process forms the largest volume, and this then must be disposed of safely.
Quarrying—Quarry pits are essentially smaller open cast mines, and the requirements for dewatering the working areas are very similar to those in mining. The product being extracted may be inert (e.g., sand, rock, gravel) or containing minerals such as kaolin. With mineral quarrying, the key difference from mining is that here the product is often extracted by hydro-mining and the resultant slurry pumped out of the pit for further processing. One of the consequences of this is that stones and rocks can also find their way into pumping equipment, and the hydraulic and material design must allow for this. Pumps with large passage passing capability are required, often mounted inside the quarry pit, operating on a suction lift. Deeper quarries require correctly configured in-line booster pumps or intermediate pump stations.
Tunneling—Major tunneling projects involve the movement of large volumes of rock and soil as well as water. The selection, operation and maintenance of pumps and related equipment can therefore have a significant impact on costs and schedule compliance. Water management involves removal of excess water as well as process water feed for machinery operation, dust suppression, etc.
A closer look at pumps for these applications:
The majority of slurry pumps are centrifugal end suction or vertical shaft pumps. Key features are abrasion resistance through suitable materials, large clearances, large-diameter impellers for low operating speed to reduce wear, high hydraulic efficiency, and ease of maintenance. In long-distance pumping applications, high-pressure pumps are required to allow staged pumping.
Froth pumps need to deal with artificially increased flow rates due to the presence of air and must be self-venting design to prevent air locking. Conventional horizontal slurry pumps can be adapted for this or vertical shaft pumps with integral tanks designed to allow air venting.
Gravel and dredge pumps are also types of slurry pumps and have much larger gaps between the impeller shrouds to enable large solids handling and have low NPSH characteristics as they often operate under suction lift conditions
Process water pumps are usually ISO/DIN/ANSI standard end suction pumps designed for high hydraulic efficiency and reliable operation.
Chemical process pumps are standard ISO/DIN/ANSI end suction pumps designed for high hydraulic efficiency with a variety of material options to handle various chemicals within the process.
Several technologies may be used in dewatering applications, and the pumps can be of fixed or mobile installations. Mobile installations normally use submersible or self-prime skid-mounted pumps, whereas fixed installations can have horizontal end suction, multi-stage, or vertical shaft centrifugal or turbine pumps.
For abrasive slurry applications, white iron alloys and elastomeric materials are used. Where the carrier or process fluid in a slurry application is corrosive, a fine balance between erosive and corrosive wear is sought to find the optimal performance. Material selection is determined by a thorough analysis of the solids being handled, and material toughness may also need to be considered where large solids are encountered.
The majority of chemical process pumps are of metallic designs in various stainless steels, duplex or super duplex alloys to suit the application. In some instances, non-metallic pumps may also be used where a metallic construction does not provide the required performance. Water pumps are more straightforward, with cast iron or stainless-steel alloys being most common.
“Sulzer offers a comprehensive portfolio of innovative pumps and agitators for mining, minerals, and metals processing, from slurry to clear liquid. Our equipment is tailor-made for challenging process conditions that include corrosive and abrasive liquids. A deep understanding of these applications, which involve handling harsh fluids, allows us to propose solutions that meet customer requirements,” said Harvinder Bhabra, head business segment fertilizers, metals and mining at Sulzer.
With a comprehensive worldwide service network supporting new equipment and supplying parts on a local level, Sulzer offers its customers benefits from increased service intervals and exceptional reliability, through its wireless condition monitoring system. “Optimized designs and reduced energy consumption deliver low operational costs and help to lower carbon footprints. Furthermore, our extensive knowledge of customer processes ensures delivery of optimal, energy-efficient equipment and solutions,” Bhabra said.
Force Control MagnaShear Brakes Accommodate Range of Mining Applications
MagnaShear motor brakes are ideal for mining applications where the motor is stopped, or reversed, each cycle such as loaders/unloaders, conveyors, rail car spotters and dumpers, overland and internal tripper cars, rotary coal sweep samplers, and more. These motor brakes are available to accommodate a wide range of applications. Spring set torque ratings from 3 to 1,250 foot-pounds are available. The MagnaShear motor brakes can be sized to the correct torque value independent of the motor frame size or horsepower by changing the combination of springs and friction discs.
 MagnaShear motor brakes can be furnished as a complete motor and brake assembly (assembled brake motor), or to mount on a machine frame or other special mounting configuration.
MagnaShear motor brakes can be furnished as a complete motor and brake assembly (assembled brake motor), or to mount on a machine frame or other special mounting configuration.MagnaShear motor brakes feature a “quick mount” feature for quick and easy mounting to drive motors in NEMA frame sizes 56 to 449 or some IEC frame motors. They are shipped ready to install, with no assembly or adjustments required. MagnaShear motor brakes can be furnished as a complete motor and brake assembly (assembled brake motor), or to mount on a machine frame or other special mounting configuration.
These motor brakes are totally enclosed from outside contaminants, with seal integrity for harsh and washdown environments. A modular design /assembly allows for ease of servicing and maintenance. Hazardous duty units for class II, Group a, b, c, d, e and f are also available, as well as low temperature or Artic duty down to -40 degrees.
The totally enclosed MagnaShear motor brakes are impervious to moisture, dirt and dust that is common in mining applications, as well as concrete block plants, asphalt shingle manufacturing, bulk material handling, forest products manufacturing, and more.
Unlike dry brakes, oil shear technology includes a film of transmission fluid between the brake disc and the drive plate. As the fluid is compressed, the fluid molecules are put in shear– thus imparting torque to the other side. This torque transmission causes the rotating surface to come to a stop. Since most of the work is done by the fluid particles in shear, wear is virtually eliminated. Elimination of wear enables MagnaShear brakes to last significantly longer, while also eliminating the need for maintenance and adjustments which are common for dry braking systems.
In addition to transmitting torque, a patented fluid recirculation system helps to dissipate heat which causes friction disc wear and eventual failure in traditional dry brakes. Along with heat removal and torque transmission, the fluid serves to continually lubricate all components of the oil shear brake, increasing their service life. The oil shear technology also provides a smooth “cushioned” stop which reduces shock to the drive system, further extending service life of downstream components.
Freudenberg Partners with MacLean for Battery-Electric Equipment in Mining
Freudenberg battery companies XALT Energy and Freudenberg Battery Power Systems have forged a successful relationship with MacLean, a Canadian-based mining equipment manufacturer, to further the use of clean, battery-electric energy to power mobile equipment used in underground mines.
Freudenberg Battery Power Systems’ XMP76P battery sub-pack, part of its XPAND Modular Pack portfolio, is providing safer, more cost-efficient, zero-emission muscle to power MacLean’s EV-Series battery-electric mining equipment. MacLean chose the XMP76P for rock breakers, boom trucks, explosive loaders, bolters, cassette carriers, road graders, concrete trucks and sprayers and other mining equipment. The XMP76P also offers design flexibility and MacLean has configured more than 30 kinds of vehicles to accommodate the Freudenberg battery system.
 Maclean battery-operated equipment for underground mining.
Maclean battery-operated equipment for underground mining.“We are proud to support MacLean Engineering’s EV Series with a heavy-duty battery solution that meets the power requirements generated in a rugged, underground, mining environment,” said Nils Martens, senior vice president, Freudenberg Battery and Fuel Cell Systems.
The XMP76P, part of Freudenberg’s XPAND Modular Pack portfolio, is powered by XALT Energy’s premium lithium-ion cell technology. MacLean will use several sub-packs in series to provide energy levels of more than 106 kWh per vehicle. Building on a successful, five-year history of offering battery-electric equipment to mining companies across Canada, MacLean is now focused — with premium batteries from Freudenberg — on expanding its diesel-free, fleet options to customers around the world.
“As concerns about climate change and increasing CO2 emissions drive much of the world to embrace battery-electric powertrains, the mining industry finds itself at a unique juncture,” said Patrick Marshall, vice president product management at MacLean. “Demand for the ores and minerals that support the development of emission-free, electric vehicles and machinery are increasing. However, without a shift to carbon-neutral mining operations the increased emissions from the extraction of these resources could potentially offset any environmental gains.”
MacLean launched its EV Series product line in 2016 and has been expanding the portfolio ever since. In 2021, MacLean added a heavy-duty, articulated shotcrete sprayer and a grader designed for the harsh realities of underground mining to its battery-electric offering. Importantly, the benefits of all of MacLean’s battery-powered vehicles go beyond environmental objectives.
“Electric equipment is quieter, eliminates diesel particulates and creates a healthier, less stressful environment for operators. It generates huge savings by lowering the cost of underground ventilation systems,” Marshall said.
In addition, MacLean’s EV-Series is playing a significant role in helping the company’s mining customers meet emerging sustainability goals.
“Many mining companies have committed to becoming carbon neutral by 2050 and some by an even more aggressive goal of 2030,” Marshall noted. “They want to score well on key environment, sustainability and governance (ESG) performance indicators, which is increasingly important to investors. As governments set new CO2 emission standards in accordance with the Paris Accord, the mining industry is pushing hard to do its part.”
With significant growth in this mining sector, MacLean reached out to Freudenberg for help. In short order, Freudenberg experts met with MacLean engineers to consider energy requirements, configurations, and battery support systems. They chose the XMP76P sub pack as the optimal powertrain solution and are putting several sub-packs in series to provide energy levels of over 106 kWh per vehicle.
The XMP76P sub-pack uses XALT’s 43Ah High Power cells in a 2p24s architecture to provide 7.6 kWh total energy. With 6C discharge and 3C charge capability, XMP76P is ideal for applications with high discharge power demands and regen capture. Each sub-pack contains Voltage-Temperature-Balancing boards (VTBs) that measure voltages of all 24 cell pairs, measures internal pack temperatures, and performs cell balancing. XMP76P is designed for use with XALT’s Battery Disconnect Unit (BDU) and Master Control Unit (MCU) through the I/O port.
The sub pack’s variable bulkhead accommodates customized electrical and cooling interfaces, and its active liquid cooling system maintains ideal cell temperatures that respond quickly to increases in power demand and ambient (environmental) temperatures.
Marshall said. “We are really happy with the performance of the Freudenberg battery, the road map for the Freudenberg battery, the response and support we receive from the company’s technical sales and the fact that we now have a continental supplier chain for our electric vehicles. We see huge growth potential with this partnership.”





