Avoiding Failure and Downtime
August 5, 2024


Manufacturing Workforce
U.S. manufacturing is in the thick of an expected shortage of two million workers between 2015–2025, according to a report from Deloitte and the Manufacturing Institute (Food Engineering). This has only been exacerbated by the pandemic. In the latest report by Deloitte and the Manufacturing Institute, as many as 2.1 million manufacturing jobs will be unfilled through 2030. The report warns the worker shortage will hurt revenue, production and could ultimately cost the US economy up to $1 trillion by 2030 (www.manufacturinginstitute.org). The study's dramatic findings come from online surveys of more than 800 U.S.-based manufacturing leaders, as well as interviews with executives across the industry and economic analyses.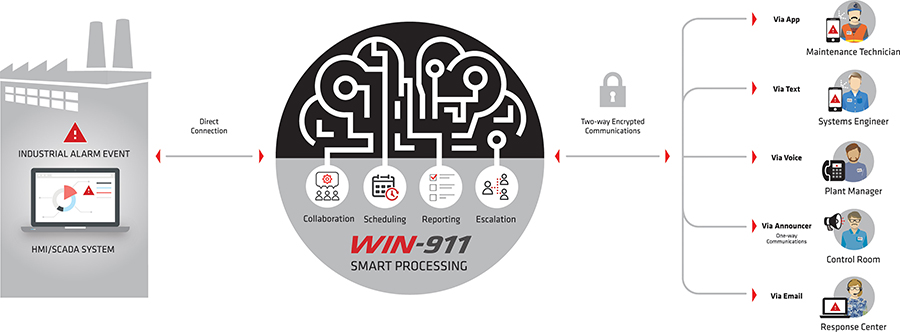
As the world continues to grapple with COVID-19 and supply chain issues, manufacturing plants are under more pressure than ever to maintain ongoing operations. However, given that maintenance worker shortages existed even before the pandemic, what can plants do to mitigate unplanned downtimes?
One strategy to help resolve this is for manufacturing plants to invest in technology for areas with worker shortages, such as sensors that monitor whether a machine is working properly instead of having someone possibly crawl under equipment to check out a problem.
Sensors pick up on performance aberrations that simply can't be detected through manual spot checks and personnel monitoring. By detecting the underpinnings of potential issues in real-time, sensors can alert maintenance teams of the need to investigate to prevent a machine failure before it happens.
Supervisory Control and Data Acquisition (SCADA) is a system of hardware and software elements used to control processes both locally and remotely. They are crucial for organizations as they help maintain efficiency, process data for more well-informed decisions, and communicate system issues to help mitigate loss and downtime. SCADA systems perform:
These functions are performed by sensors, remote terminal units (RTUs), controllers, and a communication network. The sensors collect the information, RTUs send the information to the controller, which displays the status of the system. The operator can then give commands to the components of the system depending on the status (www.jonecarter.com).
SCADA systems allow communication between the operator and the connected devices. Real-time systems have thousands of components and sensors, each gathers data and helps ensure that every part of a facility is running effectively. The real-time applications can also be controlled remotely. Access to real-time information allows entities to make data-driven decisions about how to improve processes. Without SCADA, it would be difficult to gather sufficient data for consistently well-informed decisions (www.jonescarter.com).
Another way to reduce unplanned downtime is with remote alarm notification software, which allows fewer people to monitor many more assets using devices that people already have, such as smartphones and tablets. Uninterrupted remote availability is essential to ensuring systems can be continuously monitored, even without staff onsite or with fewer people working at the facility.
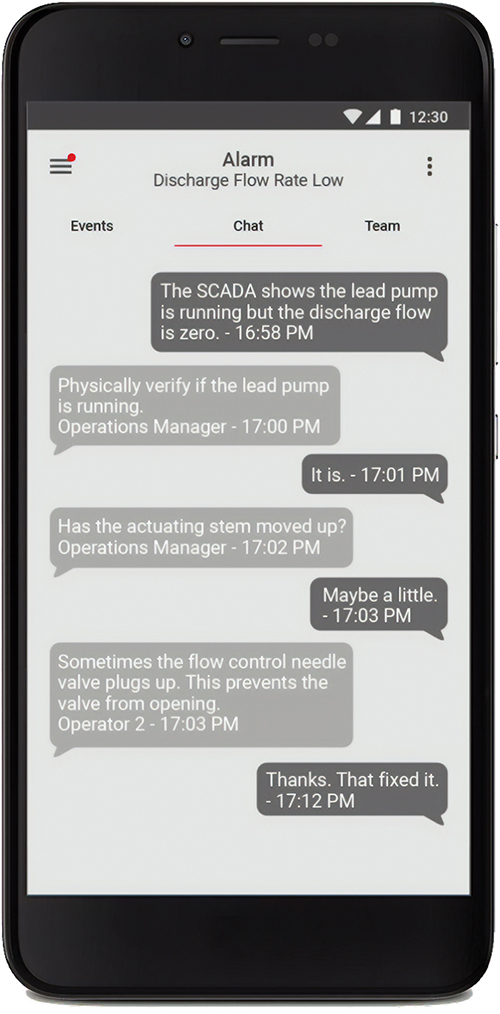
Remote monitoring of critical plant systems has been extended beyond email, texts and phone calls to include apps that feature time-saving tools like real-time alarm acknowledgements, team chats to troubleshoot and resolve plant problems, and detailed reporting for preventing future incidents. Not only does this mean fewer emergency shutdowns, but also fewer resources spent on overtime and maintenance.
A mobile alarm notification app is software that seamlessly integrates with the SCADA or HMI software of an industrial operation, allowing an employee to monitor, receive and acknowledge plant and machine alarms on their smartphones or tablet, freeing them up to work from home or any other remote location. Hardware and software are available that can constantly monitor equipment and, by applying machine learning to historical data, warn when a breakdown or other problem is imminent. Bolstered by wireless technology and IIoT, these customizable systems have the potential to bring predictive maintenance to a new level.
The benefits of utilizing a remote monitoring and notification software system via a mobile app include:
Streamlines decision making. Push notifications let users quickly see what is wrong, send an acknowledgment, and monitor alarm condition changes in real-time, right from smartphones.
Promotes team problem solving. Chat helps the entire team converse, brainstorm, and share solutions on-the-fly, from anywhere—whether in the plant, at home, or on the road.
Work more efficiently. Team Visibility shows who has seen an alarm as well as who has acknowledged it, reducing guesswork and redundant responses.
Multiple communication channel support. Ensuring resiliency through voice notification and SMS messaging in the event of internet connectivity issues.
Manufacturing plants in a variety of industries have become more critical than ever before. For example, pharmaceutical companies manufacturing COVID-19 vaccines, medical refrigeration manufactures, food processing plants, and other industries that are retooling and manufacturing under the Defense Production Act are all essential during these unprecedented times. Through the installation of remote alarm notification software, manufacturers can move from reactive to a more controlled, prescriptive maintenance approach.




