A Backward Glance at TPS 2024
October 2, 2024

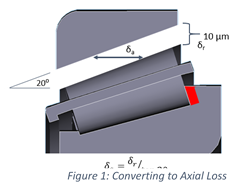
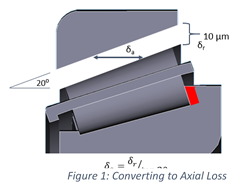
Since we usually talk about preload in terms of axial preload for tapers, we need to convert our 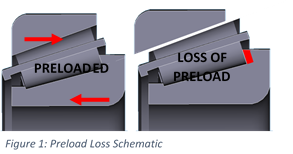 estimated radial loss into an axial equivalent. The example in Figure 1 is an exaggeration, of course; we usually aren’t talking about complete loss of preload. Rather, how preload changes with temperature so that we can eventually design that back into our system.
estimated radial loss into an axial equivalent. The example in Figure 1 is an exaggeration, of course; we usually aren’t talking about complete loss of preload. Rather, how preload changes with temperature so that we can eventually design that back into our system.
 compression, no growth — right? If you are on a shaft that is not overly sensitive to preload, this can work. Some shafts inside a transmission or PTU are set like this. Where high stiffness is required though, this doesn’t work. The bore growth outside of the bearing cup turns directly into misalignment of the shaft.
compression, no growth — right? If you are on a shaft that is not overly sensitive to preload, this can work. Some shafts inside a transmission or PTU are set like this. Where high stiffness is required though, this doesn’t work. The bore growth outside of the bearing cup turns directly into misalignment of the shaft.


