The Flexible Factory
April 2, 2024


The SMAC LAR31 Linear Rotary Actuator has 17 micron true position tolerance for dowel holes, making it ideal for high-precision circuit board assembly.
In electronic automation precise movement is a basic requirement for successful assembly. Both linear and rotary motion demands a high level of precision needed in circuit board assembly, assembling camera lenses and speakers in smart phones and other electronic assembly applications.
The best linear motion solution uses linear motors. Small, precise brushless motors are most often used for rotation.
There have been several recent technical advances in the design and production of precision linear and rotary pick-and-place robots that meet the ever-tightening requirements of the consumer electronics and back-end electronic assembly industries.
The general trend for assembly is the need for more precision. This is the result of the continually shrinking size of electronics and even mechanical parts. As electronics get smaller, so does the margin for error in assembling them. In rotary motion, the accuracy of placement must increase.
Most electronic assembly today involves the inspection of parts by camera or laser before they are added to the smart phone, computer, or other device. No part is perfect; they all vary because the world really is non-Euclidian! Therefore, the placement position of each part must be slightly and variably adjusted before assembly. This also occurs in camera lens assembly, for example, where part-tolerance variation is large but the stack up tolerance is small.
Assembling resistors and capacitors requires extreme precision due to their small size.
Rotary motor positioning requirements call for accuracy of ±0.1 degree or better. Rod runout must be less than 10 microns and the diameter of the motor must be less than 15 mm, and that is moving toward 8 mm.
These demand constraints put pressure on motor and encoder manufacturers to improve their design and manufacturing methods. To meet demands, manufacturers can do several things:
 SMAC uses printed coil technology for its rotary motors. The coil is basically a flexible printed circuit which requires no additional cost for tooling.
SMAC uses printed coil technology for its rotary motors. The coil is basically a flexible printed circuit which requires no additional cost for tooling.

Stator housing holds both bearings in line, keeping lathe bore diameter and straightness variance to within 1 to 2 microns.
A ground shaft can normally meet a straightness requirement of less than 5 microns. Bearings have a positive effect on runout however, greatly reducing runout.

Adjustable preload can be closed looped to set extremely precise load.
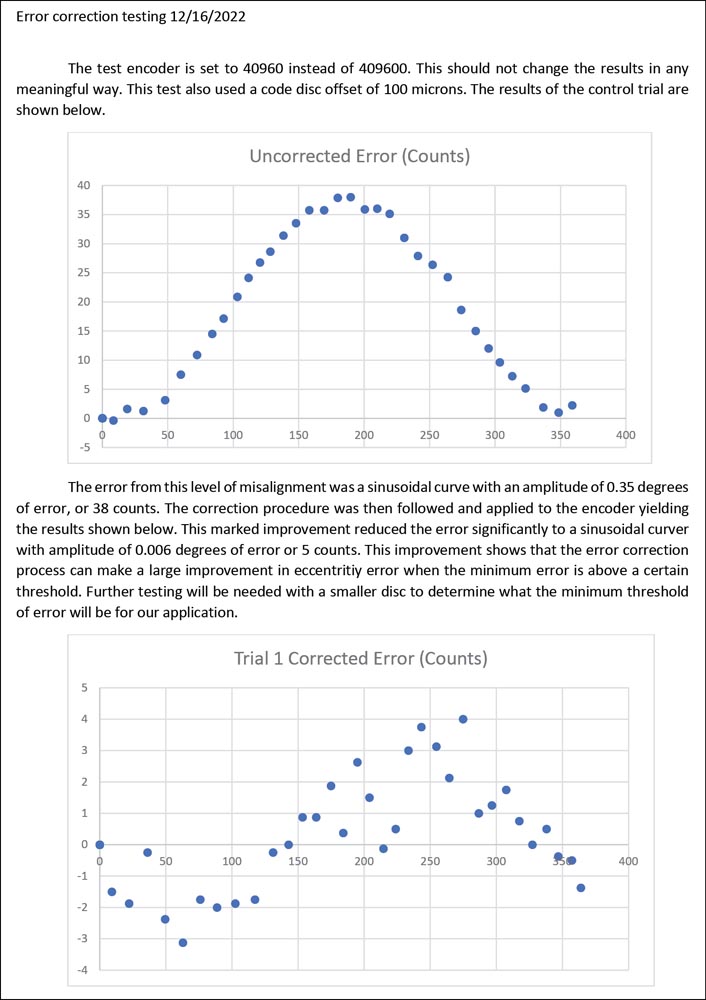
Accuracy testing shows error well under 0.1 degree.
The result is a rod runout of less than 10 microns, and often even less than 5 microns.
Although the use of pneumatic devices is coming to an end in electronic assembly, there still are several limited application areas.
The first is a vacuum, the most common way to pick up small, fragile parts. The vacuum flow also picks up dust that is on and around the components to be picked up. A good design for the motor is to have a shaft with a hole that runs through the motor to direct dust outside the motor and into the vacuum device which has filtration.
Grippers are often used for larger components. Grippers tend still to be pneumatic, mainly due to the lower cost. The same through-hole shaft design, combined with correct sealing, means that pressurized air can move through the motor and into the gripper.
In conclusion the long-term trend in electronics is moving toward higher-density components in smaller and smaller package sizes. Pick-and-place robots now have nominal widths of 13 mm which move to 10 mm, and very soon 8 mm. Robot makers must keep up the development pace to meet the challenge. This means 8 mm motors with 10 millinewton-meters (mNm) of torque and encoders with 20,000 steps per revolution.
Invention combined with never-ending improvement is the key. Brushless motors are following this trend for rotary motion just like linear motors are for linear movement. And this technology is spreading into robotics, particularly in end-effector evolution. That’s where there really is a need for a helping hand. Practical robotic fingers and hands will soon be a reality.