The Flexible Factory
April 2, 2024

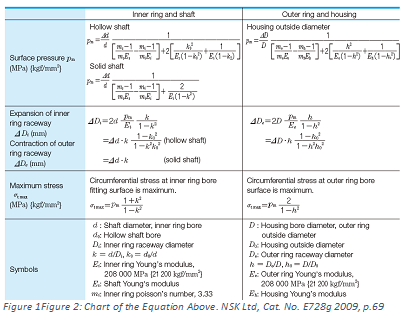
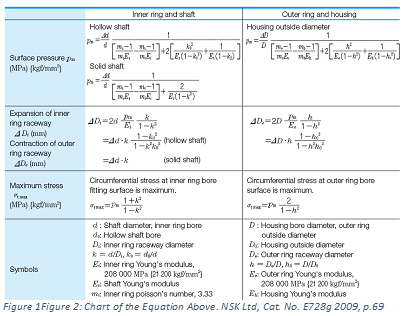
You can find several variations of a bearing hoop stress/strain formula. I like the NSK version from their Technical Report; everything is in one table with the variables defined for an easy one-page reference. This table contains surface pressure, maximum stress and actual ring contraction. This is a cumbersome formula, but well worth your time to set up in a spreadsheet in lieu of running a CAE analysis or guessing. Plan on a ½ day in a quiet spot to get this set up with an example bearing. My advice is to break this up into steps in a spreadsheet. My spreadsheet has 29 cells just for the formula and another 6 for bearing dimensions.