The Flexible Factory
April 2, 2024

Belt and Chain Providers Focus on Quality and Longevity
“Keep the line moving.” If the production line shuts down due to a faulty belt drive or roller chain in a packaging, food & beverage or industrial application, the situation can escalate rather quickly. Designers of power transmission components today need to look at the ‘big picture’ when creating new products and technologies.
This means examining everything from the raw materials to the hazardous environments these components may be working in. It also means predictive maintenance, sustainability and real-time data analysis will be necessary to prevent downtime. And putting in the extra work to really know the application prior to installation might save a company thousands of dollars.
Organizations like Fenner, Gates and Iwis provide components for power transmission applications. Each company has a sweet spot—so to speak—and the ability to enhance the longevity and quality of their products through field research and material testing.

Fenner Improves Material and Wear Characteristics in Power Transmission Belts
The key to belt drive efficiency and longevity starts at the design phase.
“There are so many variables that go into a V-belt drive including strength, flexural capacity, etc. it’s ideal to be involved in the product design from the very beginning of the application,” said Chris Ward, senior application engineer at Fenner Drives.
Preventing downtime is critical, according to Derek Forney, senior product manager, belting at Fenner. “In our post-pandemic world, the supply chain is full of various obstacles and challenges. The more reliable a product you can provide to a customer, the better the overall experience,” Forney said.
So, what are some of the most common causes of belt failure today? Ward noted slipping due to tension, misalignment, temperature fluctuations and the environmental conditions of the application. Many of these factors are either overlooked and/or ignored and the equipment is compromised.
“The high-performance properties of polyurethanes in our belts offers customers an aggressive resistance to dust and particulates found in many applications,” Ward added. “These contaminants can have a significant impact on the belts as well as the pulleys.”
Ward said belts that are not well-maintained or not installed correctly will be significantly less predictable with regards to longevity of the drive, causing failures and breakdowns at production critical moments.
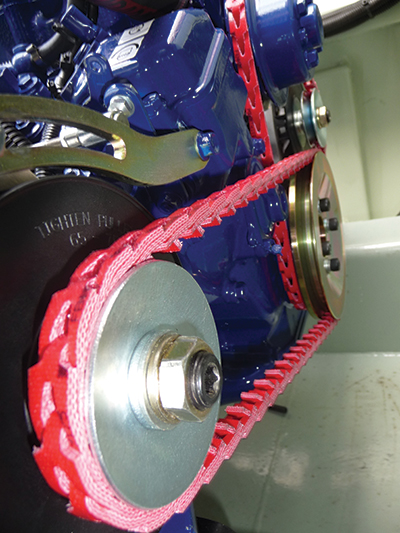
Fenner, in fact, recently did a study with a major e-commerce organization on one of Fenner’s conveying products. “The company replaced a rubber V-belt on a roller drive application with a Fenner link belt,” Ward said. “They had to change the rubber V-belt every three months, a process which typically took a couple of hours. They could not afford belt failures in the middle of large shipping runs. By upgrading to a Fenner link belt, the company saw belt life increase 18+ months, and it only took 15-minutes to change the belts.”
While these belting products have been around for a very long time, Fenner engineers continue to evaluate different materials to improve belt characteristics. “The understanding of the polymers and the chemistry that goes into these belts is the foundation of our product design,” Forney said.
Another area of interest pertains to Fenner’s spring-loaded tensioners. Ward said that many OEMs are so comfortable with V-belts that they would rather stick with a product they know then replace it with an alternative, even if the alternative can save time and money.
“There are some people that love the rubber V-belt, but unfortunately you cannot get away from that product stretching over time, so we have a range of spring-loaded tensioners that a lot of our guys will use with the V-belts,” Ward said. “If they would rather stay with what they know, this is another option.”
Although the organization is a year or two away from announcements on new belt technology, both Ward and Forney hint at a future where testing and modeling will provide an even clearer path toward belt selection for a particular application.
“We’re always looking at next generation products, playing with the different materials and designs - asking all the right questions. How can we improve our product design to stay ahead in these industrial markets?” Ward added.
This involves setting parameters and goals that the engineering team would like to achieve by creating new material properties, cutting some belts and putting them on a test rig for three months to obtain results. “It can be a laborious process,” said Ward, “What we’re trying to do today is design a belt that fits a certain application and can be evaluated and tested faster and more efficiently to provide the data we need.”
Problem-solving on an application-by-application basis is what Fenner does best. “I see maintenance guys use their thumb to check belt tension, that’s it, just a thumb on the belt. We have equipment that can provide a greater understanding of belt tension, misalignment, improper installation, etc., they need to be willing to look at all these factors from the very beginning,” Ward said.
From a holistic perspective, the objective for Fenner becomes more about sustainability.
“How can we become more sustainable both in the life of products and our raw materials? There’s technology coming that will definitely help a customer select the right belt for the right application,” Forney said. “We’ll have some exiting new things to share in this area soon.”
Gates Taps Scientists and Engineers for Belt Technology
The big culprits of belt failure are poor drive design, incorrect installation, and improper maintenance, according to Lucas Dillon, product manager, V-belts at Gates Corporation. Each of these factors can eventually lead to excessive wear of the belt, pulley/sprocket, or both, greatly reducing the life of a belt.
“It starts before the drive is ever installed, by ensuring it isn’t over or under designed and that the proper belt is chosen for the application,” Dillon said. “Once designed, drives need to be properly aligned and the correct belts installed at the proper tension. After installing, periodic drive inspections should be performed to check for worn pulleys or sprockets, misalignment, proper tension, and belt wear or damage.”
Dillon said belts are used in critical production line equipment. “If there’s a failure on any one piece, it’s likely to put the entire line down. With the speed and efficiency of today’s production lines, you could be looking at thousands of units per minute in productivity loss,” he added.
Therefore, the development and testing of new production methods and materials is imperative to handle the diverse range of applications where a belt might be used.

“One example would be our proprietary ethylene elastomer compounds being used in our newer products that’s able to handle wider temperature ranges, more load capacity, and provide longer belt life,” Dillon said.
Sensors and IoT solutions can have a huge role in analyzing belts in these applications.
“Consider a sensor on a piece of equipment that sends a notification in real time that a belt is slipping on the driven side and likely to fail soon,” Dillon said. “Being able to identify those types of things in advance will prevent failure and fend off the dreaded downtime that was mentioned earlier.”
Advancements in technology have increased the productivity of the V-belt despite it being invented more than 100 years ago. Dillon said there are belts in the market today that are essentially maintenance free after installation. Synchronous belts require no maintenance when correctly aligned and tensioned and will run efficiently until they’re ready to be replaced.
Once the right belt is selected for a particular application, it’s up to the maintenance team to utilize a no-nonsense approach to preventative maintenance.
“Although some belts are entirely maintenance free after installation, as is the case with synchronous, drive components like sheaves and sprockets should be checked periodically for wear as that can quickly lead to belt failure,” Dillon said.
According to Dillon, efficiency relies on a smoothly running belt, which will only happen with a properly maintained drive.

“As alluded to earlier, downtime is another costly consequence of neglecting a solid maintenance plan. Time is money and that rings especially true on the production line. A good rule of thumb is that it takes three times as long to install a new belt drive as it does to re-tension a belt that is currently installed,” he added.
In order to increase the reliability of belts in operation, Dillon suggests customers should work with an expert to make sure the drive is designed properly for the application. Gates offers free product application support alongside its sales and engineering teams, which is an invaluable resource that will go a long way towards a reliable power transmission drive.
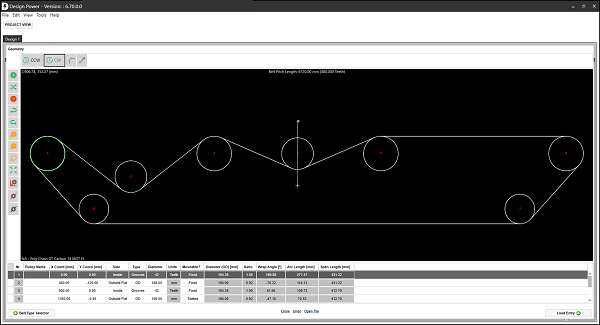
“There are several offerings that are designed for specific applications and product application engineers are in the best position to help you identify what will work best. Their guidance can work hand-in-hand with our drive design software tools to help assure a proper belt drive design,” Dillon said.
Dillon said one of the key technologies in belt technology today is the use of Ethylene Elastomers in high-performing belts. “When combined with new cord and tooth fabric developments, it delivers higher horsepower capacity and temperature range, while remaining static-conductive and being more environmentally friendly.”
Iwis Goes Maintenance-Free with Environmentally Friendly Chains
Iwis opened a new, green chapter in the company’s history this year with its maintenance-optimized chain program: Low-maintenance and maintenance-free chains make a valuable contribution to environmentally friendly and sustainable operations in machine and plant engineering - and are highly efficient at the same time.
Regular maintenance is a basic requirement for reduced wear and a longer service life of chains - and lubricant is essential here as well. But wherever lubricant is not desired or relubrication is hardly or not possible, the resulting friction can also be reduced by special joint designs and the service life of the chain can be significantly extended. Maintenance-optimized chains from Iwis extend the service life of roller chains and at the same time save lubricants, require less energy and thus reduce the consumption of fossil fuels.
The term “maintenance-free” is not firmly defined and is interpreted in very different ways. There is a wide range of possibilities for increasing the service life of chains by means of special joint designs. Depending on the resulting performance, Iwis differentiates between low-maintenance and maintenance-free solutions for chains with optimized maintenance characteristics (both approaches aim to protect natural resources).
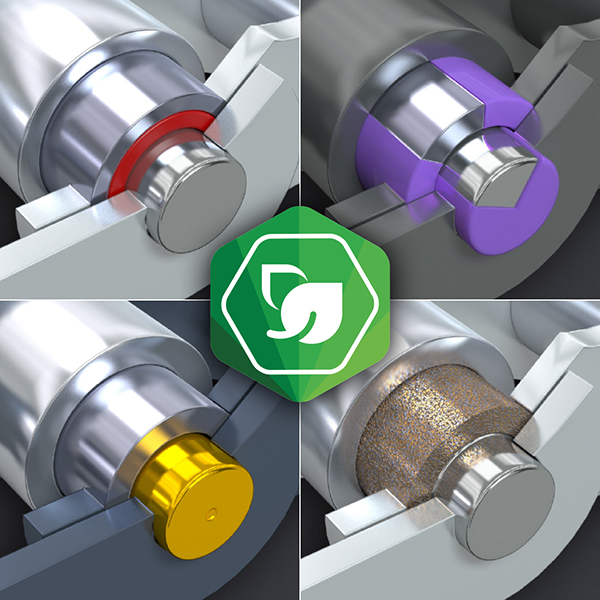
MEGAlife roller chains and CF-b.dry stainless steel chains are equipped with a special joint design. This results in less friction. In addition, the surfaces of the individual parts can be treated with special methods. This results in maintenance-free chains that can be operated for a longer period of time without relubrication.
The Iwis b.triton roller chains and low-maintenance Super-Longlife roller chains achieve an increased wear life through selected surface treatments on the individual parts. With low-maintenance chains, the relubrication intervals of conventional standard roller chains are considerably extended.
A Future Built on In-Depth Analysis
Condition monitoring will continue to play a huge role in the future of belts and chains. These technologies will determine how organizations will get the most out of their machines and systems. Early warning systems and maintenance packages will be able to provide real-time data so that the appropriate action can be taken in a timely fashion.
While temperature changes, misalignments and improper installations can result in costly production interruptions, the future will put an emphasis on planned maintenance schedules and give maintenance teams an intelligent, timely report on the status of the system as well as its components. These technologies will no doubt increase machine utilization and productivity for years to come.