The Flexible Factory
April 2, 2024


Especially for gantry systems, rapidly accelerating heavy loads can shoot the electrical power demand of frequency drives through the roof. At the same time while braking, regenerative energy is being put back into the drive system. For Ilsemann Automation, the challenge was to make the most effective use of the braking energy and to not dissipate it in braking resistors. In its retrieval robots for plastic processors, the company uses a drive solution from SEW-EURODRIVE that thin-walled plastic cups are widely used in the food industry. Given the millions of pieces involved, the demands on the injection molding technology are incredibly high in terms of productivity, efficiency and availability. These requirements also apply to the retrieval technology that removes the finished plastic cups from the injection molding system. For this task, Ilsemann Automation uses an XYZ gantry with multi-axis-coordinated servo drives. An MDP92A-series central supply unit from SEW-EURODRIVE provides power to the gantry drives and other rotary, transfer, hinged and depositing axes in the DC link connection.
In a new development, the Bremen-based company integrates a double-layer capacitor for buffering the energy released in the power supply. The MOVI DPS-series storage unit from SEW-EURODRIVE is placed between the supply unit and the seven MOVIDRIVE drive frequency inverters. This construction has three key advantages — operational reliability, energy efficiency and the limitation of peak loads.
Energy concept creates advantage
Ilsemann Automation is a global provider of handling systems for injection molding technology. Its systems are used on every continent. With the new power supply system it has developed in collaboration with SEW-EURODRIVE the company has gained a real competitive edge. The system’s key unique selling point is its robustness in terms of voltage fluctuations. Thanks to the temporary storage, the systems can be used in countries with limited grid quality without any additional protective measures.
Compensating for supply fluctuations is so important because the retrieval system is at work in the immediate vicinity of the injection molding machines. In this, it must be ensured that the plastic cups are removed in exactly the correct time window to stack them on a conveyor belt. The limited time for this is linked to the production speed of the injection molding system. The retrieval must happen within a 0.7-second window. This speed can only be achieved with highly dynamic forward and backward movements. If supply fluctuations occurred, the risk of a collision between the tool and the handling unit would increase because the required movement ramps can no longer be realized. “We must ensure that our system will not collide with the expensive injection molding tools, even if there is a power failure,” says Gerhard Kropp, design manager for electrical engineering at Ilsemann Automation.
Storage helps equalize
The robot kinematics experts from Bremen, Germany therefore got together with SEW-EURODRIVE in a joint engineering project to find a way of achieving greater supply reliability. The development goal led to indirect supply of the multi-axis system from an EMF plate capacitor. This feeds the DC link of all the drives via its storage buffer with the requisite level of reliability and safely equalizes any potential supply fluctuations all the way to complete failure. The capacity of the unit is sized in such a way that the handling unit can safely complete the work cycle that has begun before the gantry shuts itself down in a controlled fashion. This eliminates any potential collisions with the open injection molding tool.
In addition to increased operational reliability, the unit integrated into the DC link connection also offers further benefits such as the increased energy efficiency and the reduction of load peaks. Both of these factors are directly linked to the fact that the energy currents in the gantry are harmonized, and above all retained. Especially in highly dynamic gantries, accelerations and decelerations happen successively within a short time frame. The capacitors in the Ilsemann Automation handling units collect the energy released by the motors while braking and make it available to the drives again when they accelerate. The capacitor module acts like a short-term battery with a booster function during acceleration. Ideally, this construction works so effectively that no kinetic energy needs be dissipated via braking resistors.
Measurements have shown that the energy solution was able to halve the gantry’s energy consumption. Regenerative units which feed back into the power grid are much less suited to this application because they cannot reach anywhere near the same level of efficiency. A calculation example from Germany provides a further argument in favor of buffer storage — the current generated under braking is not fed cheaply back into the grid, only for the system to draw energy for acceleration from the local power supply company again at a much more expensive rate.
Load management lowers costs

Keeping the braking energy in temporary storage also has a positive effect on the grid usage fees and annual service costs end users pay to the local utilities company for its services. It should be considered that the cost of extraordinary load peaks can become enormous after just a few minutes, as the power supply costs are calculated annually. Measurements are taken over a 15-minute period. Here is a calculation example for a company with its own medium-voltage supply, over 2,500 hours of power usage a year, and costs of 120 euros per kW. If load peaks drive the planned usage up by 100 kW within the 15-minute period, this will lead to costs of 12,000 euros. Effectively smoothing out these load peaks is vitally important in the context of energy management.
This effect is supported by the slimmer design of the supply installation that can be achieved because the storage handles the peak loads of the Ilsemann gantry. The supply infrastructure therefore only has to provide a more continuous power. In one of the first gantries configured with SEW-EURODRIVE, the peak load was cut from the 70 hp typical of such an application to just 8 hp. The cable cross sections were also cut accordingly — from 16 mm2 to 2.5 mm2. By removing the need for an uninterruptible power supply, saving space and making installation easier overall, this also cuts the installation costs. The total sum of the advantages of “Power and Energy Solutions” from SEW soon pay off and are prize-worthy in the truest sense. In 2019, the Germany’s federal state of Baden-Württemberg presented the Bruchsal-based company with the Environmental Technology Award in the category of energy efficiency for its intelligent power and energy management system for industrial drives.
Numerous benefits
With its retrieval gantry, Ilsemann Automation shows how easily a storage-based DC link connection can be implemented in a multi-axis-coordinated drive application. Since the braking energy remains in the system, achieving effective load management is also relatively straightforward. The advantages include lower input power, greater operational reliability during supply fluctuations and more efficient use of electrical energy overall.
Heidenhain has announced several significant technical upgrades to the already successful ERA 4000 angle encoder series, thereby adding increased reliability and functionality upon a strong foundation. These bearing-less encoders are used heavily in machines in the metrology, machine tool, semiconductor and robotic industries and have been for decades. With these upgrades, the new ERA 4000 series stands alone in accuracy, ease of use and logistical flexibility, and is exactly mechanically compatible with past models.
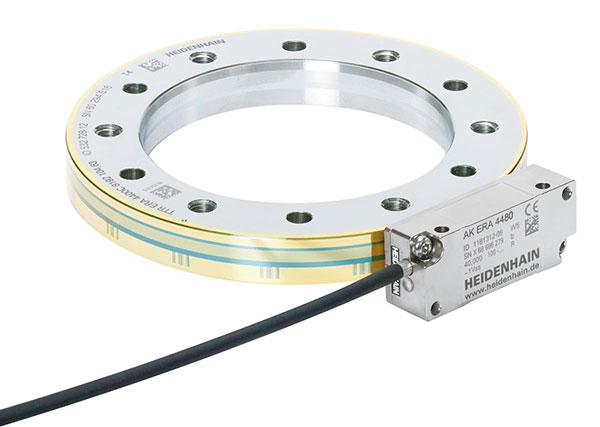
ERA 4000 angle encoders consist of a steel drum at various diameters with the 20-, 40- or 80-micron graduation on the outer diameter, and a scanning unit that reads the graduation. As an incremental system, there are reference marks available as distance-coded or one per revolution.
The most powerful upgrade to these encoders is adding Heidenhain Signal Processing (HSP) to the scanning units. This feature is an added circuit where the LED is dynamically controlled, and where the scanning unit “learns” of the quality of signal coming back from the drum then adjusts the LED intensity on the very next signal period. HSP operates in an analog way and actually increases the speed capabilities of the encoder system to 1 MHz scanning, a 285% increase.
HSP also powers through contaminations on the drum like fingerprints, dust and liquid droplets, all without amplifying electrical noise as other encoders which are more sensitive to those types of contaminations often do. The result is improved reliability which results in less machine down time.
Two other upgrades to the scanning units are a status LED on the side of the scanning unit which provides unit status helpful during the mounting process, and the addition of a smaller M12 connector which saves space and is more robust.

The rugged ball-bearing and crossed roller slewing rings from Isotech are characterized by their large diameter and large bores with only a small cross-section. They were designed for axial, radial as well as combined axial and radial loads. New design concepts and improved manufacturing processes for the ball-bearing and crossed roller slewing rings, enable our customer’s designers to implement completely new solution approaches.
Highlights include a bore diameter starting at 50 mm, simple installation, available in various, individual versions, available with internal or external gear and without gear, corrosion-resistant types available on short notice and generally short delivery times.
Applications include agricultural machinery, conveyors, cranes and derricks, excavators, indexed, positional, and rotating tables, industrial robots, lifts, medical scanners and imagers, mining equipment, rotating displays, satellite and radar antennas, solar panels, textile looms, vehicle trailers, and wind and underwater turbines.

Pruning is the most manual and time-consuming job in the Viticulture and Horticulture industries. Light and powerful motorized pruning shears help reduce fatigue and repetitive motion injuries versus manual pruning tools. Motorized pruning shears are able to increase the speed and cutting force while maintaining an acceptable user hand temperature, allowing the operator to complete a full workday.
A European provider of power hand tools needed a customized motion solution on a seasonal timeline for two battery-operated electronic pruning shear applications. The same motor/gearhead composite were able to be used for both applications. The smaller pruning shears were being designed for use in vineyards and smaller orchards. The larger shears were designed for larger parks and gardens.
Portescap was selected as the motion solutions provider based on its expertise in micro-technology, excellent product price-to-performance ratios, and ease of communication. Portescap engineers recommended the 30GT2R82 brush DC coreless motor with the R32 ball bearing mini motor gearhead. This motion solution is able to provide longer battery life thanks to its highly efficient and robust ironless design. In addition, the gearbox and motor commutation are able to withstand high peak torque. The total compact solution was able to allow for lighter hand tools with a longer product life, while also reducing fatigue for the end user.
CNC specialist NUM has launched digital twin technology that enables machine tool manufacturers to reduce their time to market dramatically, by using powerful Industry 4.0 simulation techniques.
Originally known as pairing technology, and first used by NASA in the early days of space exploration, digital twin technology is now rapidly gaining industry acceptance as one of the most cost-effective means of accelerating the development of products, processes and services.
For automation products such as machine tools, a digital twin is a virtual model that uses simulation, real-time data acquisition/analysis and machine learning techniques to allow full evaluation of a machine’s dynamic performance before constructing a physical prototype. The same technology can also be employed for customer presentations, virtual commissioning, and operator training purposes — and all well before the actual machine itself has even been built.
NUM offers two versions of digital twin technology, to best suit customers’ needs.
Both versions are designed for use with NUM’s powerful, open-architecture Flexium+ CNC platform. One version uses a naked Flexium+ controller and resident virtualization software running on the system’s industrial PC to simulate the twinned machine automation. The other version uses the actual Flexium+ controller that will eventually be incorporated in the machine, linked via EtherCAT to a standalone PC running specialist high speed hardware simulation software to represent the mechatronics of the twinned machine.

The virtual controller version includes a software development kit for creating the software model of the machine. The model is a standalone PLC program that uses predefined components to simulate individual machine elements, such as sensors, spindles, pneumatic cylinders, etc. It is loaded into the integrated PLC of the Flexium+ controller.
The Flexium NCK in the controller executes the NC programs and simulates the changing position values of the machine’s axes. To help users visualize the process, NUM’s package includes the CODESYS Depictor software tool produced by CODESYS GmbH, which is used to produce 3D visualizations from the IEC 61131-3 code created by the simulation.
The other version of NUM’s digital twin technology package accommodates real-time data acquisition and analysis. It is based on the ISG-Virtuos hardware simulation software produced by Industrielle Steuerungstechnik GmbH (ISG). The Flexium+ controller that is intended to be used in the physical machine is connected via an EtherCAT network to a standard PC and interacts with the simulation software in real-time. The PC acts as the twinned virtual machine — with all simulated, virtual components behaving like real components in terms of their interfaces, parameters, and operating modes — to accurately replicate the structure and dynamic performance of the real machine. The movements of the machine are displayed realistically on the PC, using the supplied 3D simulation software.
NUM’s new digital twin technology provides machine tool manufacturers with a very powerful and cost-effective means of reducing their developments costs and accelerating their time to market. The virtual controller version is especially useful for the early development stage of a project, before the CNC system has been finalized, while the real-time hardware simulation version has the advantage that all sequencing (PLC) and motion control (CNC) programs that are created during development can simply be transferred to the real machine as soon as it becomes available.
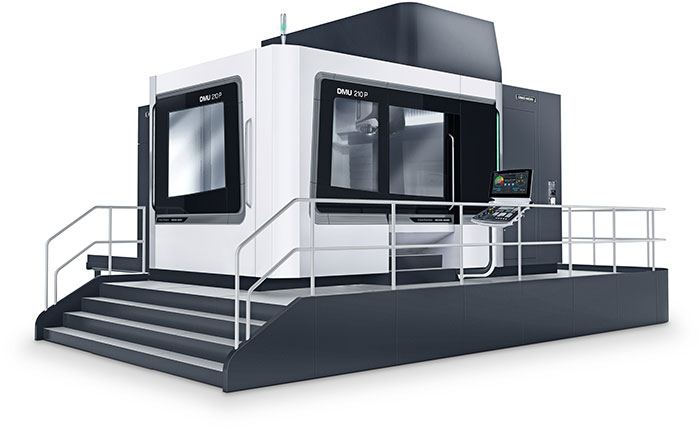
C-B Gear & Machine has expanded its precision milling capability with the addition of a new DMG MORI DMU 210P2 5-axis milling center.
The DMU 210P2 is one of a handful of five-axis milling machines in North America that can perform complex milling operations as well as mill gear teeth, making it state of the art machine technology. Reduction in set up and run times give C-B Gear a new capability for the high-speed production of any gear type on the market up to AGMA quality class 12 and higher. Cylindrical and right angle gearing up to 82” in diameter, soft or hard finished are possible.
Additionally, C-B Gear can now produce hard finished spiral bevel gears to either Gleason or Klingelnberg tooth forms. The DMU 210P2 adds to the company’s wide range of large precision gear manufacturing, which complements C-B Gear’s tooth grinding capability up to 4 meters in diameter. C-B Gear is one of the few gear manufacturing facilities in the country with this type of capability in this size range.
“We’re excited about the prospect of expanding into new markets with this type of capability” said C-B Gear General Manager, Frank Irey. “We’ve added all of the bells and whistles that help C-B Gear become even more competitive in the industry with on-board tooth inspection, tool offset compensation and automatic workpiece eccentric adjustments. Customers can expect higher quality and faster turn-around times than in the past”.
Since 1952, third-generation family-owned C-B Gear has been providing a wide variety of industries with quality products at a competitive price. “Expertise in precision mechanical component production, gear manufacturing and aftermarket gearbox repair has established C-B Gear as a highly valued supplier to our customers,” said Irey.

Forest City Gear now can perform hard fine finishing of larger diameter cylindrical gears faster and more efficiently in higher volumes with the addition of a new Reishauer RZ 410 Threaded Wheel Grinding Machine.
The new Reishauer uses the threaded wheel (continuous generating) grinding process to combine very high metal removal rates and short idle times to produce gears as large as 500 mm in diameter and module 10 and shafts up to 700 mm in length much faster and more efficiently than profile grinding.
For smaller lot sizes, specialized, and prototype work the Reishauer also gives Forest City Gear the ability to perform profile grinding using either CBN plated or dressable grinding wheels that can be modified on the machine with an on-board CNC dressing unit, working in conjunction with integrated inspection.
The unique architecture of the Reishauer also provides optimum speed and accessibility during wheel or workpiece changeover. The turret-mounted grinding spindle can be rotated between grinding position, dressing position and an easily accessible wheel-changing position that allows the operator to change the clamping fixture at the same time the grinding wheel is being dressed on the opposite side of the column.
The capability of this machine to perform threaded wheel grinding, profile grinding, and polish grinding to create gears with ‘mirror’ finishes, along with the ability to control bias, allows it to fit perfectly within Forest City Gear’s very diverse product requirements, according to Forest City Gear Technology Manager Gene Fann.
The capability of this machine to perform threaded wheel grinding, profile grinding, and polish grinding to create gears with ‘mirror’ finishes, along with the ability to control bias, allows it to fit perfectly within Forest City Gear’s very diverse product requirements, according to Forest City Gear Technology Manager Gene Fann.
“The Reishauer adds speed and capacity for production of larger gears at lower cost per piece to our grinding operation, with the versatility to accommodate a very wide variety of customer requirements, whether the high precision of a one-off master gear or ultra-quiet gears with mirror finishes produced in higher volumes,” said Fann. “With quality and delivery standards never higher in all the industries we serve, this machine is a great addition.”