The Flexible Factory
April 2, 2024

Although robotic systems are sometimes limited by constraints in automation and drive technology, this issue can be easily minimized. Application-specific automation from a single source enable machine builders to develop new, commercially beneficial solutions for customers. To demonstrate, consider the case of a gantry robot that uses contactless energy and data transfer instead of fixed wiring runs and cable carriers.

Gantry robots are a tried-and-tested solution for intralogistics material flows within a machine or application. They are commonly used to detect products automatically, grip them securely and quickly, and take them to their destination. This type of robot is useful in many industries, and can be used for a wide range of product sizes and weights, and distances to be covered. Oftentimes, the lengths of power and communication cables and cable carriers limit the flexibility and adaptability of an existing machine to a new production scenario. Adding contactless energy and data transfer opens up new production scenarios, and has largely consigned cables to the past.
The illustrated solution demonstrates contactless energy and data transfer combined with intelligent software and reliable mechatronics to create a fully integrated solution. What immediately catches the eye about this gantry is the drive concept used to move the gantry robots on the rail: contactless energy transfer. As a result, multiple robots can move freely on the same horizontal stretch, greatly increasing the flexibility of this gantry robot application. This regularly leads to overlapping sections between robots– ultimately offering a great deal of freedom in terms of machine design and operations. Logistics processes of this kind would not be as easy to implement with cable carriers, because of the additional area that carriers use along the entire distance of the system. In addition, cable carriers generate noise, are subject to wear, increase inertia, and have an overall negative impact on both dynamics and energy efficiency due to the friction they generate. Another benefit of contactless energy and communication transfer is that there are no longer any restrictions regarding installation space, cable breakage or limited cycle rates — issues all associated with cable carriers and moving cables. The clever innovation is made possible by a contactless inductive energy transfer system, including a decentralized power supply module. Depending on the design, this module delivers a transmission power of between 5 and 11 hp.
What is exciting about this logistics solution is that throughout the entire load cycle, the robot consumes less than 0.7 hp via the pick-up — even though the horizontal axis alone requires more than 5 hp of acceleration power during acceleration. The short-term energy requirements are met by the energy storage unit, a double-layer capacitor package that takes care of the primary energy supply to the robot with a DC link voltage of 100 V. The typical travel profiles of a gantry robot, which involve alternating acceleration and braking phases, led to the idea of retaining the regenerative energy generated during braking within the process instead of dissipating it via resistors. The energy storage unit absorbs this braking energy and additionally functions as a booster when the gantry’s drives accelerate at 20 ft/s2. The design is so effective that the contactless energy transfer and storage solution only has to compensate for the system’s mechanical efficiency losses, which amount to around 0.7 hp. Unlike the familiar DC link connection of multi-axis applications, which is located in the central control cabinet, each unit is enabled to store energy independently. This makes it easy and convenient to scale this type of system.
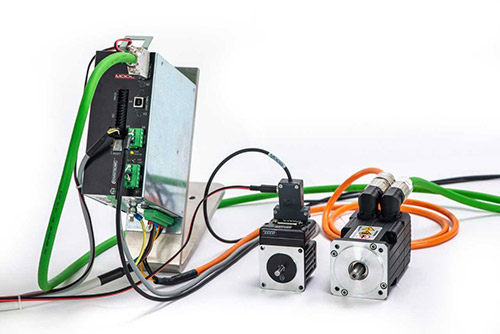
The robot gantry’s contactless energy transfer system, which eliminates the need for restrictive cables, also extends to the communication processes. In this context, an EtherCAT data light barrier transfers the interpolated position setpoints from the central motion controller to the four servo inverters in the moving housing box at 1 ms intervals. A motion controller calculates the complex robot motion control — and can do so for up to four robots at once. Motion control involves performing calculations to prevent collisions and coordinating the robots to achieve a productive overall system. If a machine in a production network requires double the material flow output, the gantry system gives users the option to move a robot from another section on a flexible basis. Handling units that draw their power with cables, in contrast, are tied to their section. As a result, the associated resources become movable and systems as a whole are more flexible and productive. Entirely new machine concepts can be created based on this approach. The demands placed on communication are correspondingly high as well.
The automation provider opted to use the real-time Ethernet protocol EtherCAT in the gantry — once again dispensing with cables by implementing an optical connection to the mobile units. The drive data can be delivered to the robots via data light barriers. Having separate motion controllers in each robot is a thing of the past: one does the job for running the whole robotic system. With each cycle taking 1 ms, the optical system has practically no latency periods when transmitting the interpolated position setpoints to the inverters or feeding back the relevant actual values.
Communication for the functional safety technology works in the same way. For this application, a central safety controller for all robots and the machine as a whole was selected. This safety controller communicates directly with the MOVI-C automation controller via EtherCAT using the EtherCAT FSoE (Fail Safe over EtherCAT) protocol. This setup enables both controllers to share data with ease, simplifies programming considerably, and offers excellent conditions for diagnostics and debugging thanks to its high information density.
The seamless integration of the FSoE safety master and the EtherCAT data light barrier are integrated into a comprehensive automation solution including motors, electronics and visualization. Clearly, working with a skilled automation provider can streamline the development process and the newest drive technology innovations and trends can be considered. In this context, standardized interfaces play just as important a role as prepared software modules or application-specific function modules.
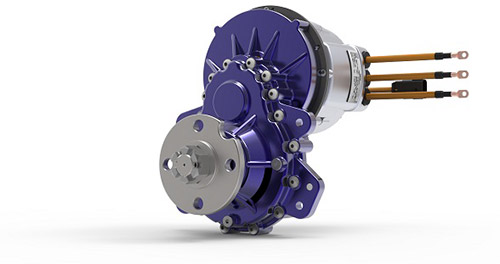
The Solingen-based company REO AG continues to expand its range of e-motor components and peripheral components. The company is therefore continuing its consistent path towards the electrification of new and existing mobility concepts, whilst also remaining true to its traditions spanning almost 100 years.
REO has been developing and producing electrical components since 1925 and, in doing so, has acquired a high level of technical expertise over the decades. Nowadays, the company sells special braking resistors, chokes, filters and transformers for use in e-motors in vehicles, marine and aviation applications, all with highly scalable performance ratings.
REO focuses in particular on the specific areas of application for its products, generating market-defining impetus with its innovative production processes, efficient workflows and continuous further development. As a result, REO AG has already been able to utilize its own expertise in a variety of international research and development projects and make a significant contribution to the success of new products.

REO is very much convinced of the future of the e-motor: “Electric motors are extremely efficient when compared to conventional motor types like the combustion engine”, explains Sven Reimann, management board member and head of development. He goes on: “At the same time, e-motors benefit from energy recovery during braking, low noise level, simple design and do not cause any local emissions. With REO’s components, we are able to make our contribution to improving e-motors and making them more efficient. This is why we are convinced the e-motor will be an integral part of the future of mobility.”
Additional benefits include a longer life cycle, safe operation requiring virtually no maintenance at all and reduced costs — provided the components used are high quality. In order to be able to ensure and maintain this consistent level of quality and thereby pursue new developments, extensive quality testing along with the application of sophisticated analytical methods have always been at the heart of our product development and improvement methods. Compliance with the various standards in force, as evidenced by certificates issued by accredited laboratories, underscore this requirement for high quality.
Thanks to this new “electrification” strategy, REO AG has pooled its strengths to produce inductive, resistive and electronic components. An enormous level of vertical production throughout the entire production system in REO’s German plants combined with our independence from global suppliers help to safeguard our production and deliveries.
ABB is expanding its collaborative robot (cobot) portfolio with the new GoFa and SWIFTI cobot families, offering higher payloads and speeds, to complement YuMi and Single Arm YuMi in ABB’s cobot line-up. These stronger, faster and more capable cobots will accelerate the company’s expansion in high-growth segments including electronics, healthcare, consumer goods, logistics and food and beverage, among others, meeting the growing demand for automation across multiple industries.
GoFa and SWIFTI are intuitively designed so customers need not rely on in-house programming specialists. This will unlock industries that have low levels of automation, with customers able to operate their cobot within minutes of installation, straight out of the box, with no specialized training.
“Our new cobot portfolio is the most diverse on the market, offering the potential to transform workplaces and help our customers achieve new levels of operational performance and growth.” said Sami Atiya, president of ABB’s Robotics & Discrete Automation Business Area. “They are easy to use and configure and backed by our global network of on-call, on-line service experts to ensure that businesses of all sizes and new sectors of the economy, far beyond manufacturing, can embrace robots for the first time.”

ABB’s cobot portfolio expansion is engineered to help existing and new robot users accelerate automation amid four key megatrends including individualized consumers, labor shortages, digitalization and uncertainty that are transforming business and driving automation into new sectors of the economy. The expansion follows the Business Area’s focus on high-growth segments through portfolio innovation, helping to drive profitable growth.
GoFa and SWIFTI are engineered to help businesses automate processes to assist workers with tasks including material handling, machine tending, component assembly and packaging in manufacturing, medical laboratories, logistics hubs and warehouses, workshops, and small production facilities.
“With this expansion, we are making cobots easier to use and deploy, with real-time support to help speed their adoption in businesses that may have not considered their use previously,” Atiya said. “Our experience is that the best performing operations harness people’s skills, alongside the potential of new technologies.”
Users comfortable with operating a tablet or smartphone will be able to program and re-program the new cobots with ease, using ABB’s fast set-up tools. Customers will also benefit from ABB’s global industry and application expertise, which has been developed from installing more than 500,000 robot solutions since 1974 and supported by ABB’s network of over 1,000 global partners.
The new GoFa and SWIFTI cobot families build on the success of ABB’s YuMi family, which has been helping businesses safely automate key tasks since YuMi, the world’s first truly collaborative robot, was launched in 2015. Today, ABB’s YuMi cobots are working alongside people in factories, workshops and laboratories all over the world, performing tasks from screwdriving and assembling electronics and electrical components, to making valves and USB sticks, and testing COVID samples in laboratories.
Every ABB cobot installation includes a start-up package that provides ABB Ability™ condition monitoring & diagnostics as well as a support hotline free for the first six months to access ABB’s expert technical assistance, which is offering support across all industry segments.
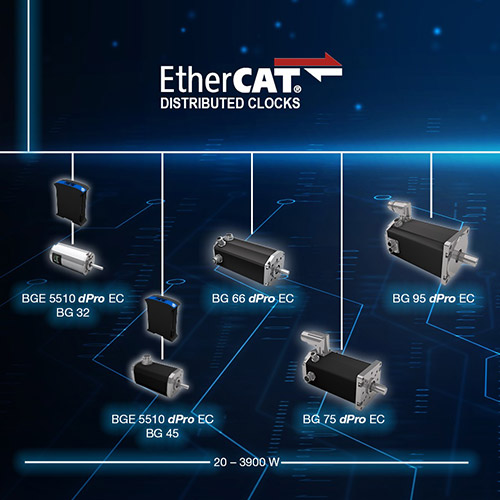
The complete BLDC motor series dPro from Dunkermotoren is now also available with EtherCAT interface.
The dPro versions are available with integrated servo controller (BG 66 dPro EC to BG 95 dPro EC) or as external version (BGE 5510 dPro EC). In contrast to the previous EtherCAT product portfolio, a special highlight is Distributed Clocks and the associated possibility of real-time synchronization.
A large number of brushless motors of the BG series in the power range from 10 W to 1100 W are controlled via the industrial Ethernet interface (CoE protocol). Easy integration of the units into the Beckhoff TwinCAT environment is guaranteed with the help of a simply explained “Let’s Connect” manual and the appropriate parameter files (ESI).
Early next year, the EtherCAT drive units will be equipped with another “must have” feature. With the safety function “Safe Torque Off”, the motors will be found in the future in numerous autonomous vehicles (AGV or AGV) or in traditional mechanical engineering.
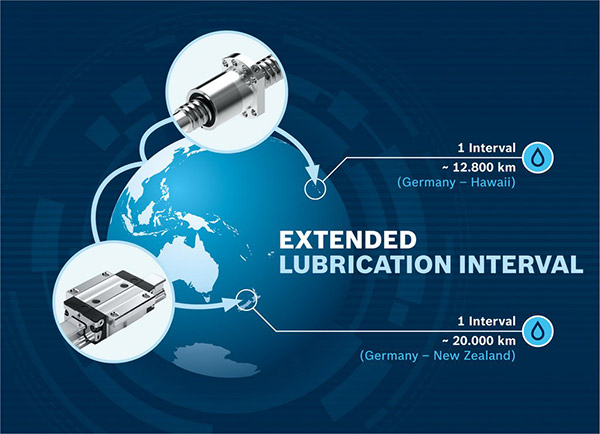
The ball rail systems BSHP and ball screw assemblies BASA from Bosch Rexroth now achieve lubrication intervals that are up to four times longer. In more and more applications, they can even be used maintenance-free over the entire service life of a component. As a result, low-maintenance or maintenance-free linear motion technology minimizes operating costs and also protects the environment because less lubricant is required.
The results of the most recent tests show that the lubrication intervals for Rexroth’s ball rail systems BSHP are twice as long as they were before. The runner blocks can cover up to 20,000 km before the first relubrication, the same distance as from Germany to New Zealand.
Bosch Rexroth’s latest generation of ball screw assemblies BASA achieves up to 200 million revolutions with the basic factory lubrication. In this case, the intervals are as much as four times higher. The balls on the screw cover a distance of around 12,800 km — the same distance as from Germany to Hawaii.
The fact that the time span until relubrication is now longer for both product groups is due not only to the constant improvements to production processes, but also to Bosch Rexroth’s innovative design. Thanks to their patented entry zone, the BSHP runner blocks achieve optimum precision, friction forces and friction force fluctuations. The ball screw assemblies BASA are designed to achieve particularly high load ratings. Both groups of components offer extraordinary robustness, precision and performance.
As a result, Bosch Rexroth has put in place ideal conditions for reducing operating costs and protecting the environment. After all, longer lubrication intervals reduce the use of resources. If they double, the quantity of lubricant required is halved. If they are four times as long, only a quarter is needed.
For applications which require relubrication, there are various lubrication options to ensure optimum accessibility to the linear guides in the machine. The ball runner blocks BSHP for example are accessible from eight locations.
Bosch Rexroth’s linear motion technology is efficient when it comes to engineering too: using the online configurator, a component designed with the Linear Motion Designer program can be configured ready for installation and ordered from the e-shop in a matter of minutes. CAD data is generated and provided automatically.
www.boschrexroth-us.com/linear-motion

Curtiss-Wright’s Actuation Division recently announced the release of its new ASSIGN motor program for Exlar FTX and FTP Series actuators. These high-force/duty cycle, electric, rod-style actuators now provide the ability to support the mounting of almost any motor.
The Exlar FTX Series actuators offer continuous load force ratings to 178 kN (40,000 lbf), speeds to 1,500 mm/sec (59 in/sec), and stroke lengths from 150 mm (6 inches) to 900 mm (36 inches). The Exlar FTP Series actuators offer continuous load force ratings to 356 kN (80,000 lbf) and speeds to 401 mm/sec (15.8 in/sec), and stroke lengths from 150 mm (6 inches) to 900 mm (36 inches). The versatility of these actuators makes them suitable for a wide range of factory automation applications.
The new ASSIGN (Any Servo, Stepper, Integrated, Geared, or NEMA) configuration capability simplifies selection of a wide range of motors, allowing customers to choose in-line or parallel mount configurations that accommodate a larger variety of motor dimensions. The program substantially increases the number of motor/actuator combinations available when using Exlar FTX and FTP Series actuators, giving customers the ability to use the best motor for their application.

Michell Bearings has successfully completed station blackout (SBO) tests on a thrust and guide bearing used within the reactor coolant pump at a new build nuclear power plant.
In what is thought to be one of the world’s first successful bearing run downs, the test demonstrated the bearing’s ability to survive a station blackout condition without the use of an externally powered high pressure oil injection system.
Failure of the on-site power generators concurrent with the loss of offsite power ultimately results in a station blackout condition as there is no on-site electricity available to power the high pressure oil injection system.
In order to meet testing requirements, the bearing must be able to run down to a stop, under full load, and restart without any subsequent intervention. As part of the contract to supply six thrust and guide bearings, a custom made test rig was constructed at the Michell Bearings site in order to satisfy the test conditions.
The test rig was designed to closely replicate real world bearing operating conditions such as the possibility of a station blackout, where the bearings are required to shut down safely without the aid of electrical power to drive the reactor coolant pumps.
Paul Bruce, Engineering Director at Michell Bearings, said: “We were delighted to be able to provide a solution to satisfy such challenging conditions. This is testament to the operation of our bearings, along with our high levels of research and development.
“Damage to the working surfaces of the tilting thrust pads is not permitted. The combination of full thrust load and very slow rotational speeds over a sustained period results in the bearing operating under very low oil film thicknesses. Consequently, special design considerations are required to survive such a condition.”
The bearings were designed, manufactured and tested at the Michell Bearings manufacturing site based in Newcastle upon Tyne, UK. This latest success comes after Michell Bearings developed and successfully station blackout tested a set of thrust internals with a leading European reactor coolant pump manufacturer in 2018.
Moog Animatics announces the release of the DS2020 digital servo drive with Combitronic capability. This single-axis drive operates a Moog CD series motor, providing high torque capabilities for large axes of motion and other demanding applications.
The DS2020 drive with Combitronic expands the standard drive’s capabilities by allowing it to act as a follower device on the Combitronic network, which means the drive can be easily controlled by any SmartMotor on that network. This allows the DS2020 Combitronic drive to fit and work seamlessly in SmartMotor-based machines and applications, while supporting the familiar SMI software and AniBasic programming language to configure and program the entire system.
“The introduction of the DS2020 Combitronic system marks an evolutionary step in the SmartMotor product lineup,” says Ray Walsh, general manager at Moog Animatics. “This new product offering allows Moog to satisfy customer application needs where larger, high torque motors are required, while leveraging the advantages of SmartMotor technology.”
Incorporating the Combitronic communication protocol into the DS2020 drive allows target customers to simplify their machine, making it more compact. In addition, this enhancement helps retain the SmartMotor’s traditional ease-of-use while also addressing the power needs of large axes of motion and other demanding applications.
Omni Powertrain Technologies announces the development of a new series of parallel shaft gearboxes which address cost, performance and packaging needs for applications in off-highway including turf equipment, mobile elevating work platforms, material handling and general construction equipment. The new range provides continuous torque output from 200 Nm to 3,000 Nm and offers choices in reduction ratios from 15:1 to 60:1. Helical ground gears are included in the drives to offer reliable and quiet operation. These gearboxes can be combined with axial flux motors from Omni Powertrain to offer a complete drive system with a compact package form. Air or WEG cooled motors can be supplied with an IP67 rating and a continuous power output of 2.5 to 44KW. Motor and gearbox combinations can be tailored to meet the needs of OEMs.
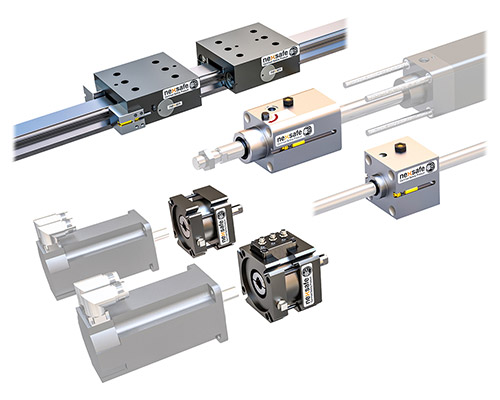
Nexen Group, Inc., announces the launch of NexSafe Certified Safety Products, providing machine builders with a verified and reliable solution to increase the safety of processes and machines. NexSafe Rail Brakes, Servomotor Brakes, and Rod Locks are the first in North America to earn the Intertek Functional Safety (FS) Mark. They are certified to comply with ISO 13849-1, Categories B through 4 and Performance Levels PLa through PLe.
“The Intertek Functional Safety mark provides customers like Nexen a way to illustrate reduced hazards and risks to operating personnel, machinery, and surrounding environments at a time when they are facing increased demands around functional safety,” said Pierrick Balaire, global business line leader at Intertek. “We’re pleased to grant Nexen with this certification, the first of its kind in North America, and look forward to continuing to work with them, and others, as they provide their industry with high-quality products, as well as peace of mind.”
“Customers look to Nexen for superior products that stay ahead of the curve. Our new NexSafe certified safety brakes give machine builders the operational and competitive advantage of safer machines, and that carries through to a higher level of safety and productivity for their end users,” said Tim Dillon, senior vice president of global sales and marketing at Nexen Group.
With spring-engaged, air-released functionality, NexSafe products are default to lock, making them ideal for emergency stopping and holding applications. NexSafe Rail Brakes, Servomotor Brakes, and Rod Locks can be mounted to servo motors, linear devices, pneumatic cylinders, round rails, linear rods, round shafts, and linear guide systems.

An oil-recovery system, which SKF has used to regenerate lubricant at two of its production plants, is now available to customers as a service.
SKF RecondOil’s Double Separation Technology (DST) continually removes contamination, including nano-sized particles, from lubrication oil. This allows for a circular use of the oil, over a longer period of time.
“There is no comparable technology,” says Carl Philip Fredborg, team lead for deployment and aftersales, SKF RecondOil. “No other conventional mechanical filtering technology can remove nano-sized particles, which eventually cause oil to oxidize and degrade.”
Incorporating a DST system can help to raise machine performance by maintaining lubricant cleanliness. It can also cut the cost of oil purchase and disposal and help reduce CO2 emissions. Early stage life-cycle assessments conducted by SKF estimate that every tonne of reused oil can reduce CO2 emissions by up to 3 tonnes.
The technology has been proven at two different SKF production sites in Italy. In Airasca, SKF introduced the DST system to increase stability in the production of housed bearing units for the automotive industry. At the Cassino plant, which makes deep groove ball bearings for food processing applications, ongoing tests show the technology increases bearing performance in terms of noise and vibration, critical parameters in these applications.
The plants expect to see further improvements, and local teams will follow up any additional environmental and performance-related benefits. SKF also expects less machine wear and increased uptime at each facility.
Following the successful installation at the Italian plants, DST technology will now be introduced more widely across SKF. While DST will not be sold directly to customers, SKF will offer oil regeneration as a service, under a fee- and performance-based agreement. SKF foresees that this will benefit customers by cutting oil-related costs and simplifying oil management for users. At the same time, it will lower the environmental impact and increase the performance of applications.